气密检漏仪的原理
作为一般的检漏手段,我们有时用压力表或压力传感器直接测量被测工件内部的压力变化,进而推算出工件的泄漏量。然而当测试环境复杂,精度要求高或是测试压力大、泄漏微小时,这种方法对压力表或传感器的要求将会很高,也就使得检测成本相当昂贵,有时甚至是不可能的。
另一方面,当谈到微小量的测量时,我们可能会自然而然地想到医用天平(图1)。天平的一端放有“基准参考物”—砝码,另一端放入待称药品,不断地增减药量使天平达到平衡时,砝码的重量即为药品重量。
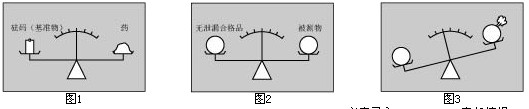
气密检漏仪的基本工作原理同天平一样,一端是标准“砝码”—基准参考物,另一端是待称的“药”—被测工件(图2)。但其测量顺序与天平正好相反,基准物与被测工件两边先同时充入相同压力的空气,使“天平”—差压传感器两端平衡。如果被测工件有泄漏,即使是微小泄漏,“天平”也将失去平衡,从而检测出两端因泄漏而产生的差压(图3)。气密检漏仪将根据差压的变化测出工件的具体泄漏量,然后判断被测工件是否合格,并将这些信息传送给操作人员。因为基准物和被测工件形状、大小都相同;且检测过程中两端的外部环境状态完全一样,所以这种测试方法可以消除温度、震动等环境因素的影响,得到高精度的测量结果。
气密检漏仪的主要参数
静压试验压力 12个大气压
泄漏量测量压力 8个大气压
泄漏量测量范围 40ml/min
泄漏量分辨率 0.1ml/min
泄漏量测量精度 0.5ml/min
工作节拍 1min/件
测量气源 压缩空气
气密检漏仪的操作说明
操作人员操作时,先把被测物放入安装夹具内,然后按启动按钮,测量系统即自动完成夹紧、充气、平衡、静压检测、泄漏量检测、泄漏点检测、放气、松开等过程。以下操作步骤参考《压力容器手册》制定,也可以根据现场情况及用户要求进行调整。第一步进行静压试验,静压试验成功则在控制仪表上显示成功并记录测量结果,再进行第二步测量;若不成功则显示并声音报警,停止检测。第二步进行泄漏量测量,若无泄漏,则认为合格,控制仪表上显示合格并记录测量结果,结束本工件的测量;若有泄漏则认为不合格,控制仪表上显示不合格并记录测量结果,然后开始第三步测量。第三步测量泄漏点位置,操作工人手持检测头扫描散热器一遍,在扫描过程中若发现某点泄漏仪器会显示、报警、记录,人工做标记。对于检查出泄漏点的工件经修补后可以再检测一遍,直至合格。
工作场地布置由检测专机、来料传送带、送料传送带组成。被测工件由来料传送带自上一工序送来,传送带上装有位置传感器,当有工件到达指定位置时,控制系统停止传送带运转,当工件被拿走后,传送带恢复运转。操作人员每次从来料传送带拿取工件,放入检测专机检测,待检测完毕后,把工件放到送料传送带上送给下一工序。这样就可以保证检测工作连续、快速进行。也可采用来料和送料周转箱运送工件,具体方式可以根据现场情况确定。
气密检漏仪的应用
核电厂密封门的密封性能检测,依据核电行业标准
汽车配件包括制动储液罐、储气罐、三元催化器、单向阀、暖风机总成、散热器总成、冷凝器、电机、水泵等密封容器的密封性能检测
燃起用具的密封性能检测


