1 系统概述
随着铁路建设快速客运专线网、城际客运铁路及既有线路提速改造的需要,迫切需要对现有的生产工艺,流程进行升级改造。
为了提高焊轨基地的管理水平和对生产的控制力,焊轨基地拟开发一套适应铁路建设的生产监测控制系统,增强计划安排能力、保证生产质量、提高工作效率、降低生产成本。
通过本系统的建设,将实现焊轨生产基地的信息化管理,重点突出在生产管理方面,真正贯穿了整个焊轨生产的全过程,系统的对生产中的数据和流程进行有效管 理,并在这些信息的基础上进行统计和分析,为领导决策提供依据;同时对焊轨的整个生产流程进行有效监控、提高工作效率、提高工艺质量;还能对钢轨的“生老 病死”进行全程监控。从长远来说,本系统的实施将成为焊轨生产基地信息化建设长期发展规划中重要的一步,可以促进焊轨基地的长期可持续发展。
目前全国各个铁轨焊接基地大部分都是使用人员来记录每到工序的各个参数,这样的工作方式,工作效率低下,出错率非常高,不便于人员记录和维护,更不适合高速铁路建设对高质量的铁轨的要求。
2 需求分析
铁轨焊接在收集存储各个焊接参数主要存在以下四方面问题:
1、 操作员方面
目前铁轨焊接的操作员主要存在任务重,时间紧。目前每根铁轨的焊接工位较多,有冷线和热线两条焊接线,热线包括五个工位,每个工位需要记录的参数较多,同 时由于目前设备的原因,一些参数不能自动记录,这样需要操作员时刻记录每到工位的参数,同时还要和每个铁轨对应起来,这样繁重的工作量,严重影响了操作员 工作的效率,同时由于人的主观因素,非常容易搞混不同铁轨各个参数,同时记录的数据容易犯错,严重影响后期的工位和焊接过程中各个参数的完整性。
2、 信息维护人员方面
现在铁轨焊接的工作由一位信息维护人员来管理所有工位的焊接产生的数据,这个数据量很大,由单一人员来管理,效率低下,且容易犯和操作员同样的错误,这样也严重影响了焊接工作中信息的完整性。
3、 设备的方面
由于目前设备不统一,有些设备没有自动记录保存参数功能,需要工作人员用笔来记录每个参数,这样严重影响了系统的集成,不便于统一管理。
4、 存储管理的方面
由于目前高铁建设,客户需要知道每根铁轨的焊接过程的中全部的参数,这样通过分析各个参数才能确保每根铁轨的合格,因此给每根铁轨在焊接过程中都有个身份标示,并记录存储起来,便于后期调用查看。
综上所述,搭建一套焊接铁轨生产线的信息管理系统很有必要,迫在眉睫。它不但能够解决由操作员带来的记录不准确,弄错编号等问题,还能大大提高工作的人员的效率,提高了系统的智能性,便于后期人员的维护和查看。
3系统功能
根据以上分析,铁轨焊接信息收集系统以下功能:
1、铁轨编号识别功能
通常铁轨的编号由操作人员使用人眼看来输入到系统中去,这样每到工位都需要输入一遍,这样操作员工作量大,且容易犯看错,写错的毛病。所以通过铁轨编号识 别,进入每到工序前,由设备读入铁轨标号,并输入到机器中去,每到工位就和每根铁轨对应起来,大大提高了数据准确性,提高了工人效率。
2、 数据实时传送功能
由于铁轨在焊接过程中,需要实时传送焊接参数到服务器,这样便于系统的管理和记录,同时便于监控,保证焊接的质量。
3、 查看检索功能
方便用户按照指定信息查询的需求,本系统要求在查询系统数据时,能够实现对指定钢轨号进行查询,查看钢轨焊接工作中每到工位的参数。
4、良好的兼容性
目前钢轨焊接已安装有一套信息收集系统,系统应兼容原有设备,无需更额外的服务器、有线网络等,充分利用现有资源。
5、较高的扩展性能和系统稳定性。
只有稳定运行的系统,才能确保贵单位钢轨焊接信息收集系统平稳运行。可扩展性保证当用户有更多的要求时,引入的新设备可以顺利地与本次配备的设备共同工作,进一步扩展与提高系统的性能。
系统方案设计
1 方案总体设计
充分利用铁轨焊接基地原有的南搭昌陆通建的软硬件平台,通过软件接口读取目前已有的参数数据,如果设备不能自动获取参数数据,则由工作人员输入到计算机, 在由计算机发送到服务器。在每到工位上添加一台钢轨号电子标签识别装置,保证在每到工位上焊接参数和钢轨号一一对应,并将生成的数据通过网线由计算机发送 到服务器。在服务器端运行“焊轨基地生产线信息管理系统”软件,实时记录每到工位上发送过来的数据,并完成数据的统计分析打印功能。
2 系统设计方案
1、系统硬件拓扑图

2、系统硬件结构
人工标示:工作人员使用电子标签来表记每根钢轨号,这样实现钢轨号和电子标签一一对应关系。
生产线:在十个工位上,需要的硬件设备是在每个工位上面配备有一台平板计算机和一台读卡器,。通过平板计算机通过网线连接到生长线上的网络,服务器从此网络上获取各个工位的参数。
- 读卡器
1)读卡器主要功能:
- 以广谱跳频(FHSS)或定频发射方式工作;
- 支持RS232、RS485和TCPIP网络等多种用户接口;
- 内置蜂鸣器和指示灯;
- 高可靠设计,满足严苛工作环境要求;
2)产品概述:
- 产品名称:UHF RFID 915MHz读写器
- 产品图片:

- 技术参数
|
输入电压 |
DC-9V |
|
工作频率 |
915MHz |
|
工作方式 |
广谱跳频(FHSS) |
|
射频功率 |
0-27dBm(软件可调) |
|
读卡速度 |
由软件设置,单卡平均读取时每64bits小于10ms |
|
读卡方式 |
定时自动读卡和外触发控制读卡,由软件设置 |
|
数据接口 |
支持RS232、RS485和TCPIP网络等多种用户接口 |
|
读卡距离 |
20cm |
|
读卡提示 |
蜂鸣器和LED |
|
天 线 |
内置小型圆极化天线(线极化可选) |
|
外形尺寸 |
140*100*30mm |
|
重 量 |
0.5 Kg |
|
工作温度 |
-20℃~+80℃ |
|
工作湿度 |
10%--90% |
- 电子标签
1)产品概述:
- 产品名称:RFID防金属电子标签;
- 产品说明: RFID抗金属电子标签又称防金属标签,采用特制水晶橡胶/抗金属材料和电子标签滴胶封装成的特殊标签,
- 产品图片:

2)产品参数
|
工作频率 |
915MHz |
|
标准 |
ISO14443A、ISO14443B、ISO15693、ISO18000-6C |
|
读写次数 |
100,000次 |
|
寿命 |
5-10年 |
|
封装 |
TI Tag,Philips MF1、I.CODE2、FM1108 |
*系统软件的需求分析
提取用户提到的系统软件中的需求,分析系统软件中需要例化的实体和对象,构建系统软件的整体框架,进而构建系统软件的功能实现和人机交互界面,以到达用户的实际要求。
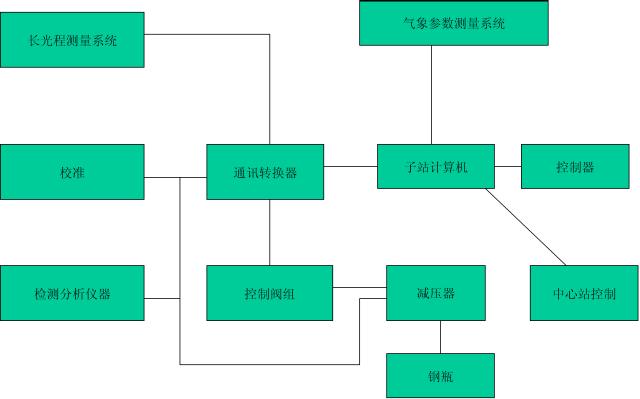
3、系统软件拓扑图

4、系统工作流程
本系统首先由人工使用电子标签来标示每根钢轨号,这样实现钢轨号与电子标签一一对应。同时工作人员将钢轨号和电子标签对应关系通过“焊轨基地生产线信息管理系统”软件的“钢轨号录入”窗口录入,此步骤一次录入即可,以后每次读卡器读取到电子标签号,就知道是哪根钢轨。
在热线的五个工位上,钢轨在生产线上,每次先由读卡器读出电子标签号,再进行工位上的操作,然后将需要记录的的各个参数发送给服务器。目前有些由于的设备的原因,有些参数不能通过计算机自动获取,需要由人工来输入到本底计算机,然后再发送的服务器。
在冷线上的工作和热线上的工作大体相同。
在服务器端,需要记录每到工位上的数据,并分析这些参数,形成可以查询,打印的文档,便于维护管理。
系统优势
1 有效解决工作人员错记,漏记的问题
安装本系统后,自动识别钢轨号,不需要每次由工作人员记录钢轨号,这样避免了漏记,错记的问题。在每个工位上,我们可以实现无缝的对接,这样可以避免混淆不同的钢轨号。
2 提高工作人员的工作效率
安装本系统后,无需再单独用笔和纸来做记录,大部分设备参数有机器自动获取,并发送给服务器保存,只有少数的参数由工作人员直接输入到计算机中去,在发送 到服务器保存。这样可以使工作人员从繁琐的记录工作中解放出来,由于有了数据库,提高查询效率和查询范围,有利于查出合格的焊接产品,提高企业业绩。
3后台软件进行指定查看
可查看指定的钢轨号的各个焊接参数、包括焊接的操作人员,时间等。
4 良好的兼容性
无需考虑目前设备的的型号和服务器的配置,系统兼容全部设备、并且可以有效的管理各个设备,实现资源的最大利用。
5 解决与客户的纠纷
若遇到与客户在铁轨焊接质量为题上的纠纷,通过查看各个参数,可以有效的说明焊接工作的正确性,保证产品质量的说服力。