简单来说,机器视觉就是用机器代替人眼来做测量和判断。机器视觉是一种高新技术,广泛应用于现代工业中。采用机器视觉原理,结合包装行业生产的实际环境,开发成功了一种药品包装在线检测系统,它能准确的对药品包装中出现的装错,漏装,缺损等质量问题实时在线检测。
包装技术目前广泛应用于食品,制药等行业,但由于包装多是无人操作,经常会出现产品缺损,漏装,装错的现象。如果用人工的方法来检查,要消耗大量的人力,而且也会影响产品的超净环境。我们通过采用先进的机器视觉技术,开发成功一套计算机智能检测软件系统来替代人工工作。它能通过计算机自动识别所包装药品的缺损状况,漏装现象,装错现象,并控制机械手剔除残损及不合格产品。它大大减轻了人的工作量,可以实现24h昼夜工作,提高了产品的产量及工作效率。
基于机器视觉的检测系统
在决定一个机器视觉系统的需求及应用时,有很多因素需要考虑。机器视觉检测系统一般包含了大量部件,这些部件直接影响系统的性能。为了获得这些子系统的优越性能,并将它们合理的结合在生产线上,需要了解视觉系统的组成,应用场合并正确规划。
基于机器视觉的检测系统的基本组成
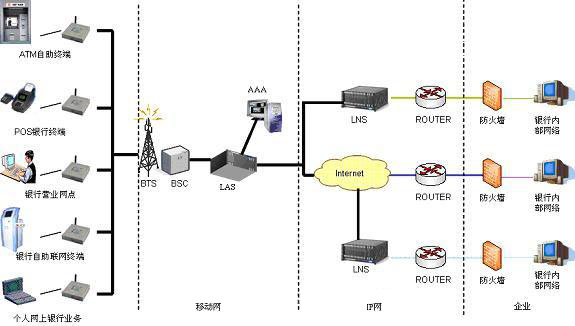
由于机器视觉应用非常广泛,在不同的系统里使用不同的部件,但是,通常包括CCD摄像机,镜头,光源,图像采集卡,智能检测软件,信号处理和数据记录系统,执行装置【1】。其组成见图1。

基于计算机的机器视觉系统
设计一个基于PC的机器视觉系统,需从以下6个方面考虑:检测目标,检测任务,检测速度,检测精度,检测软件,信号处理和数据记录。
系统的检测速度不仅是由计算机的速度决定,还要受生产流水线速度的影响。很多机器视觉包含了时钟或计时器,这样检测操作的每一步所需要的时间都可以准确的测量,由这些数据,就可以修改程序以满足时间速度上的要求。检测的速度还和识别判读程序的算法有密切关系。机器视觉系统的性能与它的各部件的性能密切相关,光学成像系统的性能尤其关键,下面是在选择几个关键部件时应该遵循的基本原则。
摄像机的选择与应用的场合直接相关,通常考虑两点:(1)黑白还是彩色。在检测应用中大部分使用黑白摄像机,黑白摄像机性价比高。彩色摄像机主要用于一些需要分析色彩图像的场合;(2)图像分辨率。图像的分辨率必须满足检测精度的要求。在某些场合选择摄像机还需要考虑工业现场中的振动,灰尘和热的影响因素。
光学成像系统包括镜头和光源,一般不太引起人们的重视。实际上当光学成像系统性能很差时,即使机器视觉系统其他部分性能很好,它表现出的性能也比不上一个配上良好光学镜头和照明系统而其余部分性能低的机器视觉系统。光学系统的功能是对检测目标成像。光学系统的成像质量越高,它提供的图像也越好。照明系统是用来照亮需要测量或检测的目标,通常照明系统的设计应考虑检测目标的特性如:颜色,纹理,尺寸,外形,反射率等。
虽然图像采集卡是整个机器视觉系统的一个部件,但它却有重要的作用。图像采集卡应和摄像头相匹配:如黑白,彩色,模拟,数字,位数等,使用模拟输入的图像采集卡,目标是尽量不变地将摄像机采集的图像转换为数字信号,不正确的图像采集卡将得到错误的数据。工业用的图像采集卡通常用于检测任务,多媒体采集卡由于它通过自动增益控制,边沿增强和颜色增强电路来更改图像数据,所以不能应用工业领域。数字输入的图像采集卡是直接将摄像机输出的数字图像数据转换并输送到计算机中去处理。
机器视觉软件是检测系统中的智能部分,也是最为核心的部分。在编制机器视觉系统的智能检测软件时,需要考虑各种变化因素并采用合适高效的判读识别算法。机器视觉系统只能按程序编写的任务来工作,不像人类的眼睛和大脑可以在不同的条件下识别目标,因此准确理解系统的各个检测任务能帮助避免失败(例如将合格产品认为是不合格的)或出现其他检测判读的错误。一般还要考虑检测目标颜色,周围光线,焦点,目标的位置和方向及背景颜色的变化等。
机器视觉系统的任务是通过判读识别合格和不合格的目标来实现质量检测。要实现这一功能,系统需要与生产流水线通信,这样才能在对目标判读后做相应的动作。通常信号传送到数字I/O接口板,通过它再传送到制造流水线中的PLC以实现相应的动作。将机器视觉系统与生产流水线结合时,需要考虑的以下几个问题:PLC的类型及街口,信号类型和传送文件的格式。通常使用RS-232接口或RS422接口与数据库通信,来实现对数据的记录。
随着机器视觉技术自身的成熟和发展,可以预计它将在现代和未来制造企业中得到越来越广泛的应用。