关键词:机器视觉;印刷质量检测;图像处理;数据转换;墨量显示
1 引言
在现代自动化生产过程中,机器视觉系统被广泛用于工况监视、成品检验和质量控制等领域。机器视觉检测系统通常采用CCD(Charge Coupled Device电荷耦合器件)照相机摄取检测图像,将其转化为数字信号,再采用先进的计算机硬件与软件技术对图像数字信号进行处理,从而得到所需要的各种目标图像特征值,并在此基础上实现模式识别,坐标计算,灰度分布图等多种功能。[1]
在印刷品质量检测中,以测试条为基础的密度检测和色度检测方式虽然被证明是一种有效的质量控制手段,但这种质量控制方式主要依赖操作者长期的经验积累和主观判断,检测结果的可重复性和稳定性不能得到保证。 [2]随着印刷机械自动化程度的提高,印刷品质量检测与控制的快速化灵敏化也是质量检测与控制的必然趋势,这就要求在印刷过程中对印刷品质量的检测既能适应高速印刷,同时又能准确地检测出微小的故障,并能将检测信息迅速反馈给印刷机。
本文应用机器视觉原理,建立了全画面印刷质量检测系统,通过CCD摄像机,对印刷品进行连续拍照,将拍摄到的每一帧图像传输给现场计算机,通过图像处理软件,对图像信息进行分析处理,找出有质量问题的图像,给出该图像所对应的印刷品的质量问题,然后通过传输线路将信息反馈给操作人员或直接反馈给印刷机进行调整。这样不仅可以减轻工人劳动强度,而且将减少次品和提高生产效率。
2 全画面印刷质量检测系统设计
2.1 系统理论设计及模型
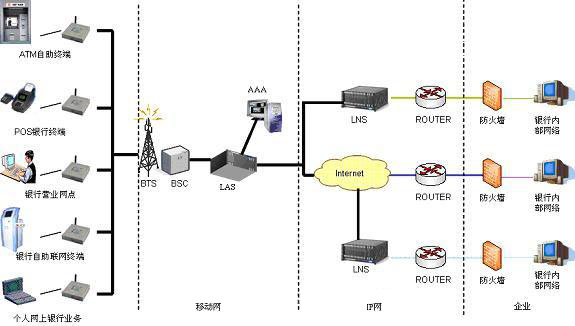
本文中建立的全画面检测系统主要由图像采集、图像处理、数据转换、结果输出四大部分组成。图像采集由CCD、镜头、光源、视频图像采集卡和计算机组成;图像处理主要通过软件编程完成图像的噪声去除、几何变换和定位;数据转换是把采集到的数字图像的RGB数据转换为印刷特征值,即CMYK油墨的网点面积率。结果输出主要是将数据转换部分计算得到的数据输出,并进行印刷特征量的显示,如墨量显示。
系统主要是指图像采集设备。结构框图可以用图1表示。

图1 系统结构框图
CCD、镜头、光源和图像采集卡共同完成对图像的采集与数字化。高质量的图像信息是系统正确判断和决策的原始依据,是整个系统成功与否的关键所在。CCD 器件可以分为线阵式和面阵式两大类。[3]线阵CCD一次只能获得图像的一行信息,被拍摄的物体必须以直线形式从摄像机前移过,才能获得完整的图像,因此非常适合对以一定速度匀速运动的物体的图像检测。而面阵CCD则可以一次获得整幅图像的信息。在全画面检测系统中,采用了索尼公司的Bayer转化的面阵 CCD。
经过实验,对小幅面的印刷品(200mm×200mm),印刷品与镜头的物距为15mm时,光源的照度最均匀,成像质量好。因此选用镜头焦距3.5-8mm,成像尺寸为1/3英寸,光圈为F1.4。光源采取前向垂直照明的方式。
图像处理是全画面检测系统的核心,它相当于人的大脑。随着计算机技术、微电子技术和大规模集成电路技术的快速发展,为了提高系统的实时性,对图像处理的很多工作都可以借助硬件完成,如DSP(Digital Signal Processing数字信号处理器)、专用图像采集卡等,[4]软件则主要完成算法中非常复杂、不太成熟、尚需不断探索和改变的部分。
图像数字化是由嘉恒中自公司的图像采集卡OK_MC10A实现的,是基于PCI总线的采集卡,当被摄的光学图像成像在CCD的光敏面上时,图像数据被实时存储到计算机内存中,并在CRT (cathode ray tube阴极射线管)显示器上显示。使用单帧采集,调整光学图像达到最佳状态,以便于后期处理。
图像采集的数据为红、绿、蓝(RGB),因为不同的设备空间得到的RGB数据不同,而印刷品一般用青、品、黄、黑(CMYK)四色油墨(CMYK)来表示。直接使用每一个像素点的RGB值进行比较是数字图像分析的一种方法,但是这种方法的精确度不高。在印刷领域中,墨量的控制在印刷质量控制中是关键的环节,墨量与实地密度、网点扩大、印刷反差等印刷特征值密切相关。通过控制印刷品上黄品青黑四色印刷油墨的墨量来控制印刷品的质量,进一步控制印刷机的墨量。因此根据RGB数据不能直接判定印刷品的质量,把数据转换为印刷中常用的特征量是必要的。本系统中主要是转换为青、品、黄、黑四色油墨的网点面积率。
平版印刷机的供墨装置一般分为若干个墨区,为方便以后控制印刷机,所以对四色油墨的墨量要进行分区域显示,每个区域的墨量采用网点面积率的统计平均值计算得出。
2.2 软件设计
进入全画面印刷质量检测系统软件启动界面,打开图像采集设备,实时显示印刷品图像,单帧采集进行抓拍,然后进行图像处理,在屏幕上显示输出处理后的图像结果。存储单帧图像,把RGB数据转换为CMYK数据,分区域显示墨量。软件可以分为以下几个模块:图像采集及屏幕显示、图像处理的常用处理算法、图像数据转换和墨量显示。
图像采集模块的任务主要是完成采集图像到屏幕实时显示的控制,采集方式分为单帧采集和实时采集并显示。在全画面印刷质量检测系统中,我们着重要对采集的图像进行预处理后,对图像数据进行分析,属于较复杂的过程,所以采用了把单帧采集的图像存储到指定位置后,再使用图像的指针调用图像进行处理。
图像处理的常用算法包括中值滤波、几何变换和定位,以菜单功能的方式对采集的图像进行处理并显示处理结果。实验证明,采用中值滤波,选用3×3模板,得到了清晰的图像,有效去除了噪音,为下一步的数据转换做好准备。
图像数据转换完成RGB到CMYK的转换。采集到的图像以位图格式存储,数据格式为RGB24。本文主要采用三层的BP神经网络(Back-Propagation Network)的图像识别方法,把RGB值转换为CMYK值。在BP神经网络中,图像像素点的颜色值用RGB表示,因此输入节点为3个,分别输入RGB值。输出为该点的色元信息值,即C、M、Y、K,所以输出节点选4个,分别输出C、M、Y、K值。隐层神经元数的选取是BP网络的关键,本算法实验表明8个隐层单元数时,效果较好。[5]BP神经网络的收敛条件要求初始输入的变量必须在[ 0,1 ]区间内取值,而本系统中作为输入值的R、G、B的取值范围是0~255。为此需将所有的R、G、B值进行归一化处理。
墨量显示的任务是以CMYK的墨量值为印刷的特征量,在屏幕上分区域显示墨量。全画面检测系统对墨量实现分区域显示,可以与印刷机上的墨区对应,实现下一步对墨量的控制。
3 实验
实验的主要目的是训练三层的BP神经网络和实现墨量显示。
样本要选择能够代表所表示事物一般规律的样本,这样有利于神经网络对样本中所包含规律的归纳和总结。所选用的训练样本数目的最小值,应使每个输出神经元在这些样本的输出值中至少出现一次。实验中选择了IT8.7/3(CMYK)的24个色块作为训练样本,并按照一定顺序标号。因为在实际印刷中,一般为四色印刷,一定要考虑黑墨,黑墨量对印刷品的层次再现和最大反差有很大的影响。这24个色块包括了四色印刷品中的各种显色方式,单色、双色、三色及四色,主要为四色。这样选择训练样本,与只选择四色叠印样本比较,也有利于提高BP神经网络的精确性。使用EPSON7600模拟印刷机,在定量为90g/m2胶版纸上印刷色块。每个色块的大小为70mm×70mm。通过训练,确定BP神经网络的权值和阈值。
通过BP神经网络计算出的C1M1Y1K1与标准CMYK进行比较,可以检验算法的可行性和精度。如图2所示,可以看出,黄色油墨和黑色油墨的误差较大。其原因是由于CMYK标准数