热压机是胶合板生产的关键设备,直接决定胶合板生产的产量和产品质量。传统胶合板热压机的控制系统是以继电器为主控元件,很难满足热压工艺所需的压力和流量的控制,也直接影响热压机的可靠性和安全性。为此,笔者提出采用可编程控制器(PLC)替代现有控制线路,使之系统设计尽量简化,满足企业生产的需求。
1、PLC在热压机控制系统中的应用
国内胶合板生产一般都采用多层框架式热压机,为使压制的胶合板板面平整、厚度均匀,热压板需采用多只油缸提升,压板过程的闭合、加压、保压及装板机的升降,都是通过液压系统和油缸得以实现,使得控制油路的电磁阀增多;设备中的温度、压力、流量均采用中间继电器、接触器、时间继电器等控制,使控制线路更为复杂。由于胶合板的热压板采用蒸汽加热,难免有蒸汽泄漏,使车间内湿度增大,造成控制线路故障率高。
为提高生产效益,保证胶合板的质量,必须要求热压机控制系统的自动化程度高、可靠性强、安全性好。在热压机控制系统中采用PLC控制,可省去几乎全部的时间继电器、中间继电器,接触器之间的触点联锁也可由PLC内部实现。而且,PLC采用了现代大规模集成电路,及技术严格的生产制造工艺,内部电路采用了先进的抗干扰技术,具有很高的可靠性,平均无故障时间高达30万h。PLC的使用,使得热压机控制系统的可靠性大为提高。
2、PLC控制系统的设计思路
首先要满足设备在生产中的可靠性。因原设备控制部分元件多,控制线复杂,排查故障非常困难,为此,可以考虑热压机油缸升降的控制部分采用PLC控制,在满足要求的情况下,尽量减少输入点和输出点,使得整体设备可靠性提高;另外,考虑到设备检修、保养和对新的板种的试生产,需要在控制线路中加入手动、自动转换开关;在检修时,为防止升起的压板因误操作发生位移,加装了保护开关,当开关置于保护状态,即使发生误操作,因有电气互锁,也不至于使压板发生下移。基于以上设计思路,根据压机工作流程,确定了17个输入点和14个输出点,共31个点,采用欧姆龙C40P产品(该型产品有24个输入点,16个输出点)Ez3。图1示出胶合板热压机的PLC输人输出点分配情况。
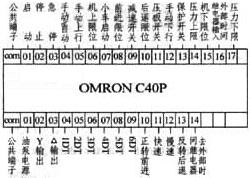
图1 PLC 输入输出点分配
结合该系列压机特点,设计了控制线路,并编制了控制程序;输入和输出量编址见表1。
表1 胶合板热压机各输入输出编址
3、工作原理与控制过程
以快速贴面压机为例。该系列热压机共装有4个油缸,油缸顶置,液压油路需用6只电磁阀控制,因设计的热压机规格不同,油泵电机的功率从10~22 kW不等,为减小电机起动电流,设计为Y/△起动。胶合板板坯采用小车载入,小车承载部分可单方向运动,小车退出时板坯自动滑落在压板上。小车驱动电机由变频器控制,可实现小车快进、慢出。
图2为快速贴面胶合板热压机工艺流程,图3为 PLC控制的部分梯形图。
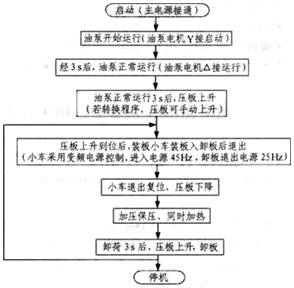
图2 快速贴面热压机工艺流程
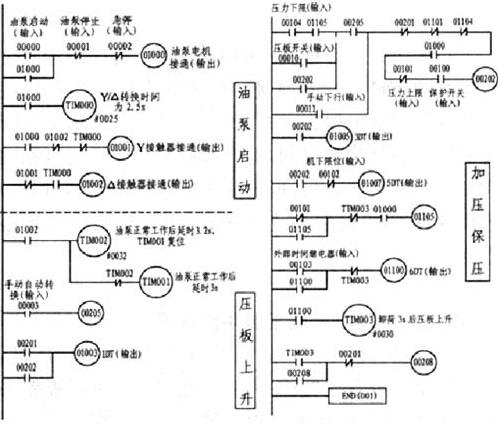
图3 PLC控制梯形图
控制油缸的电磁阀有6只,其中1只1DT为总进油阀;每2个油缸上部、下部油路各自并联,分2组,每组各有1只上部进油阀3DT、5DT和1只下部进油阀2DT、4DT,还有一只总回油阀6DT。
油缸下部进油,柱塞上移;其上部进油,柱塞下移。即当1DT、2DT、4DT工作时,压板上升,1DT、3DT、5DT工作,压板下降并加压;6DT工作时,油缸卸荷。液压油泵用三相交流异步电动机驱动,为降低起动电流需要降压,采用Y/△方式起动,转换时间为2~5 s。油泵工作正常3 s时,压板上升到位(设上限位开关)后,压板停止上升;此时装板小车载板坯快速进入,到达设定位置后,小车卸板坯并开始后退,碰到后退限位开关后停止后退。
在小车卸板后退的同时,压板开始下降,当碰到下限位开关后,停止下降,开始保压并计时,随着油压的升高,动、定压板之间压力增大,当达到设定上限压力时,电接点压力表上限开关断开,停止加压。由各组电磁阀自动控制热压时所需压力,实现保压直到热压结束,开始卸荷,3 s后压板上升。由人工完成卸板。
为了安全起见,在控制线路中加装转换开关,在压机上升控制电路中要加入保护装置,当压板上升到位时,手动合上此开关,检修设备时不会因误动作而使动压板下降伤人。同时,在加压保压控制电路中,加入了超压保护开关,目的是防止油压达到压力上限后继续加压。若超压,此开关自动断开,电磁阀失电关闭,停止加压。当压力下降到许可值时,此开关重新闭合,系统控制恢复正常。




