1 引言
自行小车是在物流转运输送线常见设备,它是通过车体上安装集电器和预装在轨道内的滑触线在移动接触中进行取电,提供给移动的小车,这种取电方式已经是很成熟的技术,在很多场合都有多种形式的应用。但通过滑触线和集电器滑动接触进行ProfiBus通讯的方式却是一个比较特殊和困难的课题,因为通讯线路的滑触线和供电线路的滑触线在轨道内是平行敷设的,并且距离很近,之间仅有绝缘,线体裸露且没有屏蔽层的防护,滑触线和集电器滑动接触之间存在很大阻抗(相对常规通讯方式),而且滑动过程中接触的效果不稳定等因素,使得其通讯的成功率和可靠性很难保证,因此在国内还是零记录应用,特别是在滑动距离比较远,范围比较广的自行小车产品中更是一个全新的尝试。
2 项目简介
传统自行小车产品是通过车体上安装的集电器(又称电刷)和预装在轨道上的滑触线滑动接触进行取电。地面控制柜内设有主控PLC,小车上一般也装有PLC和变频器,主控PLC通过滑触线控制小车执行相应的工艺动作。但是由于轨道和滑触线的尺寸、安装的要求及经济指标等各方面因素的局限性,使得轨道上的滑触线在数量都采用八根。这
随着物流输送线自动化程度的不断提高,传统的PLC继电控制已经无法满足现代生产的要求,因而考虑采用通讯的方式提高设备自动化程度。笔者在东风柳州汽车有限公司乘用车涂装车间PVC自行葫芦输送系统的工程项目中利用SIEMENS公司的ProfiBus总线将自行小车和地面的PLC等控制设备组成ProfiBus-DP网,统一进行控制管理。该项目已于2004年12月安装调试完毕并运行正常。
3 自行小车采用通讯方式控制的特点
(1) 控制系统简单,操作和维护都很方便。
(2) 整个系统由ProfiBus-DP总线组成,可以远程编程和操作,通讯的信息量大,可以使系统达到闭环控制的效果,并且具有诊断功能。
(3) 通过SIEMENS的S7-315-2DP主站与小车上的ET200S/CPU的从站通讯,还与MITSUBISHI的Q02CPU的PLC进行通讯,把信息通过ProfiBus-DP与车间三菱MELSECNET/H网进行交换。
(4) 小车行走通过变频器控制,并且小车的行走电机带有制动装置,使得行走的启停及运行速度平滑且定位精度高。
(5) 系统操作简便,可以通过人机界面完成部分参数的设定,停机故障也可由人机界面来查找,画面设计友好,方便准确,使得处理故障时间短,可提高工作效率。
(6) 整个系统设计配置与世界先进的控制理念同步,可以在以后的设备改造中只需更换少量部件即可完成设备更新,降低设备总体成本。
4 自行小车控制的配置
4.1 该工程自行小车的布置介绍
在厂房的钢结构下吊挂一个一百多米环形的铝合金轨道,并在轨道内侧布置了滑触线(见图1),轨道上共有八台小车,小车通过行走电机在轨道上进行循环运行,小车上配有升降用的葫芦,下挂着吊具,用于将物料(白车身)进行转运,在转运过程中要在一些工位上对工件进行工艺处理,需要升降的工位有6个,其中两个是上下工件用的,在升降工位需要定点对位进行升降,而且定点精度的要求很高,必需达到平滑减速并且平稳停车才能把工件起吊或存放准确。因此小车的行走要求进行变频调速,而且电机还带有制动装置。在其他没有升降要求的位置上布置了一些积放位,通过主控PLC的协调管理保证小车在运行时不会和前面小车发生碰撞。

图 1 滑触线和集电器
4.2 系统配置图
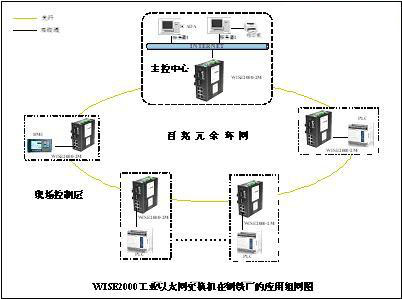
自行小车控制系统由西门子PLC-S7-300、远程站ET200S/CPU、变频器MM440、PRB通讯单元等组成,通过人机界面eView进行单机系统监控,由于车间层网络是三菱的MELSECNET/H网,所以整个系统通过CP342-5和三菱Q系列PLC构成另一级的ProfiBus网络,把上位网络要求监视和控制的信息通过ProfiBus进行通讯。整个控制系统原理示意图如图2所示。图3为系统配置图。
4.3 系统控制说明

图 2 系统原理示意图

图 3 系统配置图
在地面设置有一台主控柜,内装有SIEMENS的可编程控制器S7-315-2DP,作为ProfiBus的一级主站,在小车上装有的ET200S/CPU,作为一级ProfiBus网络的从站
,同时ET200S上还配有DP-MASTER模块,使ET200S同时还是小车上变频器的二级主站。在一级主站通讯到滑触线上之间采用了一个最关键的装置-导轨放大器(Power Rail Booster),它的作用就是为了使 PROFIBUS-DP的信号数据通过滑触线这个导体进行安全传输,把信号进行调制,使其成为抗干扰的信号,并与滑动导体耦合(见图3)。每台小车的随车电控箱里也装有一个导轨放大器,集电器和滑触线在滑动接触中接收到信号后由导轨放大器转换成小车PLC可以接收的通讯信号,从而达到主控PLC和小车PLC通讯的目的。在轨道上共有八台小车,小车上装有位置识别装置,在小车通过工位时,识别装置检测到工位上的工位标志,然后确认本小车所处位置并通过ProfiBus-DP送回主站,同时,小车检测自己所处的工位以及接收到主站PLC的操作信息后,按照程序在该工位执行预定动作。八台小车在轨道上各自独立循环运行,互相不干扰,但又通过主站进行协调统一,主站接收到小车所处位置信息后进行处理,然后对所有小车进行协调管理,而且主站PLC通过滑触线和小车ET200S/CPU通讯,对小车的各种状态进行实时监

图 4 控制系统示意图
5 控制系统的实现
5.1 控制系统的硬件
(1) 可编程控制器的选型
在这次使用过程中由于要求使用ProfiBus通讯,因此主站选择上,考虑到CPU315-2DP有高性能的通讯优势,CPU有集成的DP通讯端口,而且其功能相对比较强大,内部软元件和指令丰富,完全满足本系统的控制要求。
在子站的选择上,既可以选择没有CPU远程I/O作子站,也可以选择有CPU远程I/O作子站。在本系统中,设计者选择了有CPU的智能型远程I/O作子站,这样主站只需要知道子站的工作状况,而不需要大量地控制子站进行工作。那么就减轻了主站的CPU的工作量,同时也减少了ProfiBus通讯的数据量,减轻网络负担,使通讯更快捷顺畅。而且,子站有CPU后就有自主功能,能够判断通讯信息与子站内部信号的逻辑矛盾,即使出现通讯中断等意外的情况下,子站也可以进行安全保护,使设备不会发生意外。
(2) 导轨放大器与网络及滑触线的选择关系
在使用导轨放大器进行滑触线的通讯时,对滑触线有一些要求限制(见附表),使用的滑触线要求其电阻值及线间的容抗满足附表的要求,并且通讯距离、通讯速率和子站的数量也要按照附表的要求进行选择设计。
在本系统中,整个设备的滑触线通讯长度不足120m,而且采用德国进口的滑触线,其电阻值为0.744Ω/km,子站的数量(即小车的数量)只有8台。因此,依附表可查,选择通讯速率为93.75kbps。如附表所示。
5.2 软件的实现
(1) 子站的软件控制
小车的运行由车上子站ET200S/CPU进行编程控制,通过车上安装的位置识别装置,程序控制小车在设定的工作位置上执行各种工艺动作。
(2) 主站的软件控制
主站程序通过OB1组织功能块来管理一些FC功能,主要编制有系统启停功能,通讯及信息管理功能,故障诊断及保护功能,报警及显示功能等。
5.3 网络功能的实现
(1) 主站与子站的通讯
通过STEP7软件对主站和子站设置站号、地址、波特率和地址映射区等必要参数,在程序中通过地址映射区进行主站对子站通讯信息处理,达到协调管理各个子站的目的。
(2) 子站与变频器的通讯
利用CB15接口模块,将变频器连入PROFIBUS-DP网络中。通过参数设置,确定网络地址和控制字和状态字,利用ET200S/CPU上的DP-MASTER对其进行控制。
软件上,接收到主站通讯的数据或子站的内部数据在由子站的内部程序经过处理后通过DP-MASTER同变频器进行通讯,程序上通过调用系统功能SFC14和SFC15来控制变频器的启停和速度等,并读出变频器的各种实时参数。
(3) 西门子PLC与三菱PLC的通讯
分别设置西门子PLC与三菱PLC的通讯参数和编写通讯程序,把三菱PLC作为西门子PLC的子站,通过CP342-5进行通讯。(见图5和图6)
附表

6 结束
语在滑触线上进行ProfiBus的通讯是在国内同行业中的首次应用。设备在调试完毕试车期间运行正常,系统通讯稳定,没有受到干扰的影响,通讯的成功率达到100%,对信号采集、参数的监控和设置也十分简单方便,基本达到了预期的效果。它具有在输送转运线乃至整个物流输送行业推广应用的价值。

图 5 编写SIEMENS的程序

图 6 编写MITSUBISHI的程序
通过这次设计和调试,笔者也对SIEMENS的产品和网络通讯有了一个更深入的了解,结合本次设计调试也总结了以下一些优点:
(1) 由于通讯的信息可以大量交换,使得整个控制基本做到了闭环控制,大大提高了整个系统的可靠性和稳定性。
(2) 硬件规划更标准,可以在非标设备中进行设计。
(3) 通过STEP 7和标准的功能块编程,使程序编制更简单,通讯设计也很容易,也可以进行标准化设计。
(4) 可以方便地通过在线监控和设置进行故障诊断。
(5) 安装方便,节省施工时间和现场调试时间。