摘 要: 设计了一条基于profibus DP总线的纸机传动控制系统。以上位机、plc和多传动驱动器构成三级控制系统,实现了速度链结构、负荷分配、压力闭环控制、张力控制及相关辅助连锁控制等控制要求,保证了生产线稳定可靠的运行。
关键词:profibus dp;plc;速度链;负荷分配
一、 项目简介
山东德州兴泰纸业公司是山东照东方纸业集团新建的具有国内领先水平的高档板纸生产企业。其高档板纸项目为国家经贸委批复立项的国家重点技术改造"双高一优"项目。公司位于山东省平原县龙门经济开发东区,占地500余亩,总投资5亿元,主要生产100-300g/m2环保型高档工业板纸。设计生产能力为20万吨/年。该项目采用日本、欧美等国家的先进的生产工艺设备,配置了国内先进的4400/450板纸机生产线,是国内生产规模最大的生产线之一。项目工艺以美废(欧废、国废),木浆为主要原料。可参阅下图(一)。

图(一)
该4200/450纸机传动控制系统以西门子S7-400 PLC为主控制器,以5个S7-200 PLC为辅助控制器,同时配合5个OP270操作屏作为系统操作控制
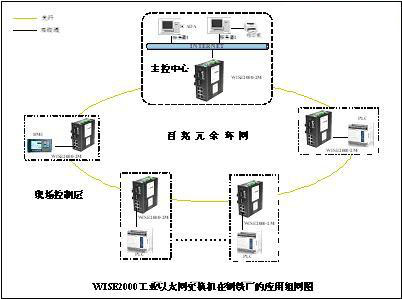
二、 控制系统构成
纸机控制系统的结构图如下图(二)所示:

图(二)
系统为三级控制方式。
传动系统第一级为变频器控制级,变频器采用ABB公司ACS800系列multidrive多传动控制器,配有闭环控制编码器反馈板,组成闭环控制系统。变频器上还配有DP通讯板,与PLC组成PROFIBUS-DP现场总线控制网络进行实时高速通讯。
传动系统第二级为PLC控制系统,PLC采用西门子公司大型S7-400 CPU为414-2DP,操作控制选用西门子OP270操作屏。S7-400与变频器、OP270操作屏以及S7-200辅助PLC组成PROFIBUS-DP现场总线控制网络,完成整个纸机操作控制。
传动系统第三级为上位优化控制系统,采用DELL公司工业控制计算机,用于整个纸机传动系统状态监控。上位机采用西门子组态软件WINCC,可以通过工业以太网与QCS上位机、DCS上位机、车间管理级、厂级管理级等联网控制,实现纸机传动控制系统优化控制和自动控制。
三、 控制系统完成的功能
在纸机传动控制系统中,根据工艺要求需要实现以下几个主要的控制。
1.速度链控制
速度链结构采用二叉树数据结构算法,先对各传动点进行数学抽象,确定速度链中各传动点的编号,此编号应与传动单元(本系统为逆变器)中设定的地址一致。即任一传动点由三个数据("父子兄"或"父子弟")确定其在速度链中的位置,填入位置寄存器相应的数值,从而构成整个速度链结构。
算法设计:

图 (三) 速度链控制结构示意
如图(三)所示我们把纸机第一分部点作为速度链中的主节点,即它的给定速度就决定整个纸机的工作车速,调节其给定速度就调节了整个纸机车速。在PLC内,我们检测到车速调节信号则改变车速单元值,1点处的速度就为第一台变频器的运行速度设定值,将其送第一台变频器执行,并送给第二台计算。第一分部的速度值乘以第二分部的变比b1/a则为第二台变频器的给定值。若第二分部速度不满足运行要求,说明第二分部变比不合适,可通过操作第二分部的加速、减速按钮实现,PLC检测到按钮信号后调节b1即调整了变比,使其适应生产要求。相当于在PLC内部有一个高精度的齿轮变速箱,可以任意无级调速。若正常生产中变比合适,某种原因需要用紧纸、松纸时,按下该分部紧纸、松纸按钮,PLC将对应在速度链上附加一正或负的偏移量则实现紧纸、松纸功能。图中2点就包含了调速和紧纸、松纸等操作指令的速度值,将它送给第二台变频器执行,同时送下一级计算。依此类推,构成速度链控制系统。速度链的分支设计采用父子算法,可以构成任意分支的速度链结构。
本速度链的设计不仅只是为实现纸机传动控制要求,而且为后续的计算机优化控制提供了可能。在PLC内部有非常精确的传动变比,我们设计为精度为0.001%,通过设定参数可以做到更高。这样有精确的传动变比上位计算机可以精确地记忆纸机传动过程参数,当需要更换品种或车速时,上位计算机可以准确地将纸机运行参数传入到PLC,由PLC执行,将纸机调整到当前工作状态。
2.负荷分配控制
在纸机传动控制过程中经常遇到由几台电机同时拖动同一负载的情况。例如压榨部两辊压榨,上下传动辊都有自己的传动电机,通过加压同步运行。所以类似这样的传动
负荷分配原理:在多电机传动过程中要求各传动点电机负载率相同,即δ=Pi/Pie相同(Pi为i电机所承担负载功率,Pie为电机额定功率)。而且在负荷分配调节过程中不能影响其它各分部的速度。所以我们采用速度链主链与子链相结合的设计方法。
本系统中共有11组负荷分配传动点。包括网部4组,压榨部3组,烘缸部3组以及施胶部1组。plc采集负荷分配点的运行转矩,求出每组总的负载转矩,根据总负荷转矩计算负载均衡时的期望转矩值,如下式:

其中:是均衡时的期望转矩值;
Pie是负荷分配各点的额定功率; Ti是各点的实际转矩。
主控PLC由DP总线通过通讯取得各点的实际转矩,通过上式计算出负荷均衡时的期望转矩作为给定值,通过调节驱动单元的输出,使各点的实际转矩值趋向一致。在实际设计中,使负荷分配传动点处于速度链的支链上,则当调节该点负荷时,不会影响其
3.液压压力闭环控制
在国内多数纸机中,压榨部加压及卷取部主臂加压大多采用手动阀操作的开环控制,压力调节精度较差,压力不易保持稳定。在本系统中采用压力闭环控制系统,不但使得压力调节精度提高,而且压力稳定,从而对纸机的正常生产提供了保证。
设计中要得到较高的控制质量,首先要对压力值进行校准。由于压力传感器本身的非线性,因此可采用分段线性化对压力值进行校准,即使得现场压力表的显示值和操作屏上的显示值达到一致。一般而言,可以把校准范围分为三段,因为压力传感器两侧线性较差,而在中间段线性较好。
对压力值进行校准之后,通过PID控制算法实施压力闭环控制,适当整定PID参数即可达到压力的稳定输出控制。实际设计中,压力的实际值通过压榨部S7-200辅助PLC采集后滤波处理并进行闭环控制程序设计,并将相应的数据通过DP总线送入主控PLC中,在通过操作屏进行显示及参数设置。
另外,还要考虑到压差自动抬辊,手动/自动切换,预压/加压控制等控制环节。
4.张力控制
根据纸机工艺要求,在施胶机前、压光机前加入张力传感器。张力传感器将张力信号送入PLC,在操作台上的操作屏上进行张力设定,PLC根据张力设定值和张力传感器的反馈值进行调节。保持张力恒定准确。并在操作台的操作屏上显示实际张力。
张力传感器检测纸页的张力信号送入S7-400 PLC内,根据在操作屏上的张力设定进行计算,调节其后传动辊的输出转矩,维持纸页张力恒定,实现张力闭环控制。在张力传感器前加有断纸检测,出现断纸,可以自动退出张力控制模式,自动转为速度控制模式。待纸页重新引上后,断纸信号消失,自动转换为张力控制模式。
PLC内采用PID控制算法,并带有速度限幅,防止断纸时出现飞车现象。PLC对张力传感器信号进行分析,可以及时报警并有效预防张力传感器故障对生产的影响。
张力控制可以通过操作屏选择投入/退出功能。
5.自动换卷控制
要实现自动换卷功能,必须纸机的机械、液压、气动及电气等各项指标都达到较高的控制精度和可靠性,否则可能造成设备及人员损伤。因此在卷纸机的相关部位共装有23个接近开关,用来检测卷纸机换卷过程中各部位动作到位情况。
在设计中采用"手动/半自动/全自动"三种控制模式。"手动"模式下,纯粹以手动操作;"半自动" 模式下,整个换卷过程分为连续的几个阶段,每完成一个阶段,系统检测当前各部分是否到位,并给出提示信号,如果正常则可继续进行下一阶段,否则系统报警提示,并停止动作以便操作人员处理。"全自动"模式时,正常情况下系统完全自动运行,一旦检测到某部分运行不到位,则立即停止动作并给出声光报警提示,由操作人员进行处理。
设计中接近开关的检测信号送入卷取部S7-200辅助PLC中,并通过DP总线送入主控PLC进行处理,在操作屏上显示检测信号状态及提示信息等,配合操作人员及时掌握自动换卷运行状态。整个自动换卷程序在辅助PLC中运行。
四、 项目运行
该系统自从2006年8月开始投入运行,经过一段时间的机械磨合期,操作人员熟练之后,系统的调速精度、动态响应、负荷分配调节效果、系统稳定性等各方面指标均达到设计要求,满足生产的需要,最终得到用户的肯定。
五、 应用体会
通过上百套大中小型各类西门子PLC在纸机传动系统中的实践应用,验证了其在工业现场的可靠性,灵活性以及方便易用性都具有很强的竞争力,特别是profibus dp总线其高速通讯性能,灵活的配置组态,现已成为国 际标准总线之一,其在中大型纸机自动化控制系统中的应用也越来越广泛。
参考文献
[1]SIEMENS STEP7 V5.1编程手册.西门子股份有限公司,1998
[2]深入浅出S7-300 PL.西门子(中国)有限公司自动化与驱动集团.北京航空航天大学出版社,2004
[3]ACS800固件手册 系统软件7.X.北京ABB电气传动系统有限公司,2002
[4]纸机变频传动原理与设计.孟彦京.陕西人民出版社
相关链接:西门子自动化与驱动集团工业自动化系统部
西门子profibus