5 TD3000矢量变频器与PLC的通讯原理及协议
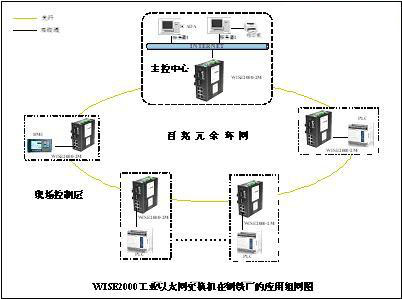
变频器与PLC的通讯通信是双向进行的,因此收发双方同时都具备收发设备。但双方可共用一个传输媒介,也可各自拥有单独的传输媒介。传输系统和交换系统共同组成一个完整的通信系统,直至构成复杂的通信网络。而这个简单的系统也基本上包含通信方面的一些基本技术:编码技术、传输技术。本系统TD3000矢量变频器通用变频器接入RS485总线采用"单主多从"PLC控制网。如图6所示。

图6 单主机多从机PLC控制网
TD3000矢量变频器采用两线制的RS485接口协议作为现场监控和调试协议。它以主从方式构成工业监控网站,在网络内有1个主站,1-31个从站,各站点由唯一的标识码识别。这样上位机便能通过RS485通信线,对挂在上面的变频器进行控制操作。TD3000矢量变频器采用主机"轮询",从机"应答"方式。其通信方式为RS-485,波特率最高可达125Kbps;数据格式为:1位起始位,8位数据位,1位奇偶效验位,1位停止位。变频

(1) 起始字节:02H;
(2) 从机地址:范围2~126;
(3) 功能码操作命令/响应字:范围0~15,功能码组号+功能码号。功能码组号范围0~16(BIT8~BIT11),功能码的范围0~99(BIT0~BIT7),遵循先发高字节,再发低字节的原则;
(4) 功能码设定/实际值:变频器参数设置,修改范围见参数表;
(5) 控制字/状态字:控制变频器的启动/停止,反映变频器的运行状态,故障报警等;
(6) 主设定值/运行数据实际值:运行数据设定值由用户根据控制要求来设定,通过设定功能码的形式来实现。内容包括:运行设定频率、设定转速、设定线速度、闭环设定等等。运行数据实际值是由设定值来决定。例如:实际运行频率、实际转速等等。当状态字反映出运行故障时,实际值将为故障代号;
(7) 帧校验:帧校验方式为异或校验法,计算方法为本帧数据字节的连续异或结果。
将变频器的通信数据格式,波特率,以及通信地址设置好,例如以50Hz运行2#变频器。需要将变频器频率设定成F0.03=6。如表2所示:

表2 数据帧的具体格式
由通讯可以控制变频器的起/停、故障检测、故障复位、速度和转向控制,由PLC通过RS485接口完成。
6 控制系统中变频器与PLC通讯控制软件设计
由于系统生产工艺并不复杂,所以如何实现PLC与变频器之间的通信是整个设计的重点、难点。要实现对变频器的通讯控制,要求PLC进行通讯编程,通过程序实现PLC与变频器信息交换的控制。要求注意以下几点
(1) 通信程序由通信口初始化、运行、停止、速度设定等部分组成,主机握手等待时间,从机最长响应时间8ms,超时则判定为通信失败,轮询RS485网络内的每一个从站,主站必需定期轮询,包括无应答时,应呼叫3次,保证能及时发现从站的通信故障。从站在一定时间间隔后若未接收到任何报文则认为发生断线故障,随后进入故障安全状态。
(2) PLC程序应完成FX2N-485BD通讯适配器的初始化、控制命令字的组合、代码转换及变频器应答信息的处理等工作。在该系统1:2多分支通讯网络中,每个变频器为一个子站,每个子站均有一个站号,事先由参数设定单元设定。具体参数如表3所示。
表3 参数设定表

以上参数是修改的实际值,其余参数调整是按厂家出厂值设定,注意采用闭环编码器时,编码器的分辨率和转向。
(3) 工作过程中,FX2N-485BD发有关命令信息后,各个子站均收到该信息,然后每个子站判断该信息的站号地址是否与本站站号一致。若一致则处理该信息并返回应答信息;若不一致则放弃该信息的处理,这样就保证了在网络上同时只有1个子站与主站交换信息。如图7所示。

图7 发送信息交换过程
(4) 由于FX2N通讯的收发状态切换较慢,取决于PLC的扫描周期,这个时间估计为3ms左右,因此在与TD3000通讯时,接收不到变频器的应答数据(变频器返回数据约1ms),因此我们考虑变频器软件做非标,调整返回信息时间。
(5) 正常工作时变频器与PLC通讯控制软件设计的程序流程图如图8所示。

图8 变频器与PL
C通讯控制软件的流程图7 人机界面触摸屏的设计
在人机界面中,设计了7幅画面,包括整体图形,运行监控、参数修改、速度输入,故障显示,机器速度和密码保护等。故障显示使用指示器,给出位元件即可实现闪动效果,让操作者很方便的知道故障部位,整体感很好。监控画面如图9、图10所示。

图9 触摸屏监控画面

图10 触摸屏操作画面
8 实际应用效果
通过用户将近二年的长期使用证明,TD3000矢量变频器加编码器闭环组成的比例随动自动控制系统,在钢绳生产线上采用RS485网络控制是一种十分理想的控制方式,它有许多值得借鉴的优点:
(1) 采用通讯控制变频器,具有硬件逻辑简单、抗干扰能力强的特点。以此方式,可以实现全车间的现场总线网络控制。
(2) 两台电机比例同步跟随精度高,尤其是采用编码器闭环以后,转速精度可以控制在±1r/min左右,完全满足工艺控制的要求,质量明显
(3) 系统的动态响应快,对于负载的急变,主牵引速度的快速变化都能很快跟随调整好。
(4) 调速范围广,闭环可达1000:1,我们采用了变频电机,在低速情况下完全可以长期运行,在高速下,只要挤出机能满足要求,主机牵引可达60Hz以上,极大的满足了产量的要求。
(5) 操作简单,速度比调整需要在触摸屏上设置绳径、螺距,系统根据公式自动计算牵引速度比,按下启动就可以了。
总之将此技术运用到涂塑机的速度比例控制上,收到很好的效果,产品质量有了显著提高,调速方便,减少机器机械的冲击和磨损,改变电机温升,延长电机寿命,故障很少且易于排除,得到用户的欢迎。