1 引言
切削加工离不开刀具,刀具是机床和加工中必不可少的设备,而且刀具工作是否正常将直接影响到产品的加工质量。但在加工过程中,刀具经常会因过载而被损坏,如崩断、卷刀等,所以对刀具进行过载保护就显得很重要了。一般地,对于工件的一次装夹,加工中心要完成好几道工序,如果在加工第一道工序时刀具就已经崩断,那么后几道工序的完成就形成很大的浪费。特别是在流水线上进行加工,如果加工的工件在流水线的末端流出时才被检测出由于刀具过载引起的产品报废,那么很多工序就是严重浪费。而人工却很难确认哪台机床的刀具出现问题,必须把整个流水线停下来进行逐台检查,这样便降低了生产效率。如果不能及时发现刀具故障,轻则导致工件报废,重则导致机床部件损坏,使机床的精度严重下降。因此,对刀具进行过载保护有着相当重要的意义。
2 需要进行刀具过载保护的机床的特点及主要工作
不同规格的刀具所允许的切削载荷不同,多数刀具在破损时都还达不到主电机的额定功率。
相同型号的机床,由于出厂日期不同,机床的传动效率也不同。所以,同品种同模数的刀具在不同的机床上加工,稳定切削时的主电机功率就不同,而且有的差别很大。
由于刀具的材质和刃磨不同,而且不同厂家的刀具,其稳定切削时的主电机功率也有所差别。因此,每一刀具的稳定切削时的主电机功率,只能在特定的机床上,由操作人员根据当时的加工情况而定,不能预先给出某一刀具所对应的稳定切削时的主电机功率。
由于需要进行过载保护的机床刀具有以上特点,所以设计的保护线路应满足要求: 稳定切割后,发出刀具保护调整指令,保护线路即能完成检测该切削状态下主电机电流信号的大小,并跟踪这一信号,超过即报警,继续增加就立即停车,而且要达到实现保护后,不论电机的电流多大,都能够立即制动停车的要求。本文设计了用单片机实现对刀具过载保护的控制线路。这套线路稳定可靠,能迅速切断任何有损刀具的过载电流,适用于精度和实时性要求较高的场合。
3 控制系统的硬件设计
按设计要求,本控制系统要能对刀具稳定切削状态下的主电机电流进行自动检测,并实时监测主回路电流,判断刀具过载后,发出报警信号和制动停车信号。因为单片机只能处理电压信号,不能处理电流信号,而刀具过载时变化的是主回路电流,所以需要将变化的电流信号转化成变化的电压信号供单片机处理。本系统采用小电阻和升压变压器来实现。
升压变压器出来的是交流电,其瞬时值是不断变化的。而判断刀具是否过载是由有效值来决定的,如果电路中交流电的有效值超过其额定值,则即可判断过载。所以不能将交流电直接送给单片机处理。要利用全波线性检波电路。交流电通过该电路可以得到其平均值。平均值与有效值是同相变化的,即有效值增大,平均值也增大,有效值减小,平均值也减小。若输出电压是理想的正弦波,则平均值乘波形因数1.11 后就成为有效值。所以对同一交流电压而言,监测其平均值的变化就相当于监测其有效值的变化。
全波线性检波电路的反馈支路中并联有大电容构成的滤波器,可以大大削弱电压的脉动程度,但由于滤波器功能有限,最后输出的电压中仍含有一部分纹波电压,即得到的平均值并非是一恒定不变的常数,所以在此平均值送单片机处理之前,还须经过采样/保持和A/D转换。
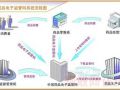
采用LF398 采样保持器对反映主电路电流有效值变化的电压平均值进行采样,采样完毕后处于保持状态。在单片机8031 的控制下,采样来的数据送入模数转换器AD574,AD574对其进行模数转换,转换完毕的数字信号被8031单片机读出,存放于外部数据存储器6264。8031通过运行存放于外部程序存储器的指令对读取的数据进行处理,发出控制信号,实现刀具的过载保护。系统结构原理如图1所示。

图1 系统电路原理图

图2 不电耦合器驱动接口电路

图3 交流接触器接口
报警接口电路设计
单片机处理完数据后,发出控制信号控制外电路工作,开关型驱动接口中单片机控制输出的信号是开关量,有发光二极管驱动接口,光电耦合器驱动接口,液晶显示器驱动接口,晶闸管输出型驱动接口和继电器型驱动接口。控制扬声器采用的是晶闸管输出型光电耦合驱动接口。
电路如图2 所示。晶闸管输出型光电耦合器的输出端是光敏晶闸管。当光电耦合器的输入端有一定的电流流入时,晶闸管导通。采用4N 40单相晶闸管输出型光电耦合器,当输入端有15-30mA的电流时输出端的晶闸管导通。输出端的额定电压为400V ,额定电流有效值为300mA。4N 40的6脚是输出晶闸管的控制端,不使用此端时,可对阴极接一电阻。所以,当8031的P1.0为低电平时,二极管导通,发光,触发晶闸管使其导通,扬声器报警。
自动通车接口电路设计
8031与自动停车电路间用的是交流电磁式接触器的功率接口。具体电路如图3 所示。
交流接触器C 由双向晶闸管KS 驱动。光电耦合器MOC3041 的作用是触发双向晶闸管KS 以及隔离单片机系统和接触器系统。MOC3041 的输入端接7407,由单片机的P1.1端控制。P1.1输出低电平时,KS导通,接触器C吸合。P1.1输出高电平时,KS关断,接触器C释放。MOC3041内部带有过零控制电路,因此KS 工作在过零触发方式。
4 控制系统的软件设计
软件主要由以下几部分组成,主程序,T0采样中断服务程序,SUM P采样子程序等。

图4 主程序流程框图
系统主程序主要完成系统初始化,开中断,然后等待采样定时中断,程序流程图如图4 所示:
系统初始化程序
系统上电复位后8031从地址000H开始执行程序,首先对系统初始化,完成设置栈指针,计数器/定时器工作方式,计数器/定时器初值,中断方式,软标志初态值设置以及内部和外部RAM 单元清零等工作。50H-7FH为堆栈区域,栈顶的位置由SP指示,初始化程序中SP 特殊功能寄存器写入60H。
8031单片机提供了5个中断请求源,2个中断优先级,可实现两级中断服务嵌套。5个中断请求源为两个外部中断请求,两个片内定时器/计数器溢出中断和一个外部中断。这个外部中断是AD574转换结束后,通知8031CPU取数,CPU响应这一中断请求,暂停正在做的工作,保护好现场后去取数,将数放入数据存储器后再恢复现场,继续原来的工作。
中断服务程序
本系统的中断服务程序是T0采样中断服务程序,另外还有一个AD574申请CPU取数的外部中断服务程序。前者主要完成模拟信号的采样,数据处理和报警停车等功能。它是本系统软件的核心部分。T0中断服务程序主要由采样子程序SUM P,保护子程序PRO T等组成,其流程图如图5 所示:

图5 T0中断服务程序流程图
系统响应T0定时中断后,CPU执行了一条由中断系统提供的硬件LCALL指令,转向T0中断服务程序入口,中断服务程序首先恢复T0计数器初值,随后保护现场。现场保护完成以后进入信号采样阶段,即执行采样子程序,在采样完毕后调用A/D转换程序AD574将数据进行转换,其中还包括A/D转换的中断服务程序。采样和A/D 转换循环三次后,进入数字滤波程序,将中值(一个周期内三个采样点数值处于中间的值) 作为刀具稳定切削时的稳态值保存起来。继续调用采样子程序(内含数字滤波程序) ,又获得一个新的中值,在保护子程序内,新中值与稳态值进行比较,当大于某数时,系统发出自动停车信号切断主回路。其中,报警信号由8031 P1.0位发出,停车信号由P1.1位发出。
保护子程序PRO T
保护子程序就是将每次的数字滤波后留下的采样值与计算机最先保存的刀具稳定切削时的稳态值相比较,若采样值较稳态值大且两者的差值超过一定的裕度,则单片机清P1.0位接通外电路,使扬声器发出报警信号; 若此差值更大,且大于更大的裕度时,则单片机P1.1位发出信号,使外电路的交流接触器失电,从而切断主电路,实现自动停车。
5 结束语
本文设计的刀具过载保护与自动调整线路,能按设计要求时间对刀具进行实时监测与保护。可以满足各种技术指标。系统用模拟滤波即全波线性检波和编程实现的数字滤波相结合的方法,使得保护线路的精度较高。在实际的生产实践中已经运用,并且效果良好。