一 前言
本文介绍了由中型PLC为主组成的自动化控制系统在广东省江门市新会区污水处理厂自控项目中的应用。设计首期规模为日处理4万m3生活污水,采用曝气生物滤池处理技术,于2003年12月建成投产。在自动化系统设计的过程中我公司本着高起点、高标准的要求,采用三电一体化、全数字化的控制方案。
二 生产工艺简介
污水厂的生产过程如图1所示。
点击看原图
按照工艺设备的位置主要分提升泵房(包括粗格栅,提升泵组,细格栅)、沉砂池及水解酸化池、CN及N滤池、鼓风机房、污泥脱水机房及缓冲池。
三 控制系统概述
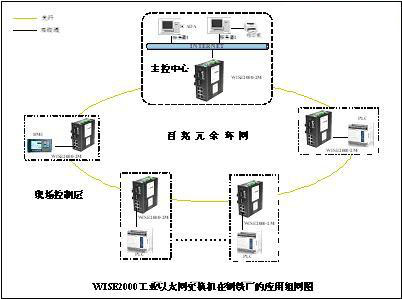
本自动化系统采用GE公司可靠性高的90-30PLC,CPU为364,该模块提供高速CPU及快速以太网卡,同时系统还配有GeniusBUS主站控制器、Profibus主站控制器和RS-485主站控制器。通过快速以太网连接各操作员站、工程师站、数据服务器等设备;通过GeniusBUS现场总线连接各VersaMAX从站(使用这些从站取代90-30 PLC扩展机架,可以减少投资、增加系统灵活性、延长扩展距离)设备;通过RS-485现场总线连接各变频器、电磁流
点击看原图
本控制系统抛弃4~20mA电流环模拟量信号,而使用全数字化的现场总线系统(包括GeniusBUS、Profibus、RS-485),从而保证了整个系统的控制精度。
四 系统划分
电气设备根据工艺要求,可分为下述子系统(设备),各子系统(设备)在相应的传动柜、操作箱上均设有操作选择开关和设备操作按钮。各设备均设有远程控制、检修、本地控制方式。当选择"远程控制"时,由PLC软件控制设备的运行,当选择"本地控制"时,操作人员可在机旁控制设备的启停,当现场设备出现故障需要检修时,可根据需要将选择开关调到"检修"位,设备不会出现人为的动作,确保检修人员的安全。当选择开关选到远程控制时,在上位机操作站上设有各个子系统的"自动/手动"选择按钮,在"手动"状态下,操作者可在最基本的安全联锁的情况下,在操作画面上操作设备的启停,在"自动"状态下,工艺设备由PLC软件根据检测量来自动控制。
1. 提升泵房
主要的设备包括4台提升泵、两台粗格栅、皮带输送机、螺旋输送机。检测量有潜水池液位、粗格栅前后液位差及污水进水流量等。在自动控制方式,当潜水池的液位高于某个设定值,4台泵都要停止工作;低于某个设定值时,启动一台泵工作;当液位在低于某个设定值时,在启动一台泵,当液位低于下限值时,3台泵工作。由于4台泵的性能相同,在正常的使用过程中,要尽量平均使用各台泵,使各台水泵运行时间尽量相同,避免过多地使用同一台水泵。每台泵的运行时间在画面上显示出来。可参看图3提升泵房检测与控制系统模拟图。

粗格栅是为了除去污水中大的杂质,当该格栅需要生产时,将格栅前后的闸门打开,启动粗格栅,当格栅的前后液位差超过设定值时,启动格栅上螺旋输送机将污物送至皮带运走。
2. 旋流沉砂池
主要设备包括两台细格栅、螺旋搅拌器、沉砂用鼓风机、鼓风电磁阀、电动阀,砂水分离机。检测量有格栅前后液位差,进水的pH值及温度。
细格栅是继续除去污水中剩余的体积较小的悬浮杂物,其控制方式与提升泵房中的粗格栅相同。
旋流沉砂池主要是将污水中的杂质颗粒除去,在自动时以时间方式控制,时间间隔可由上位机设定,当到达设定的时间值时,启动螺旋搅拌机,延时关闭电动阀,开电磁阀,启动风机,打开电动阀,关闭电磁阀,运行设定的时间后,停止风机,关掉电动阀,沙水分离器停止工作,这样就完成一次启动提沙。到下一个时间间隔继续将分离的沙提出。

3. 水解酸化池
主要设备是排泥阀。检测量为水解酸化池的污泥界面、水解池的液位。
水解池的污泥界面到达或超过设定高度后,打开排泥控制阀,将污泥排出,但在实际生产过程中,污泥界面由于经常有淤泥结块在水里飘移会造成虚假的界面数值,引起设备的虚假动作,在实际生产中需要设置一个时间间隔控制方式,来解决虚假数据造成的误动作。
4. CN及N滤池与鼓风机房
每个滤池有5个阀门:进水阀、进气阀、反冲洗进水阀、反冲洗进气阀、反冲洗排水阀,鼓风机房内有鼓风机、干燥空气出气阀。主要的检测参数有:滤池液位、滤池污水的溶氧量、鼓风机房的空气流量。其中一组CN1/N1滤池的控制模拟图如图4所示。在画面上可以切 换到其它7组滤池上。
(1)滤池的含氧量控制,采用单回路控制,滤池的含氧设定值由上位机设定,根据各个滤池的含氧量检测结果,控制鼓风机变频器的给定数值,来控制各个滤池的含氧量的稳定,利于滤池中细菌的生长。
但是滤池溶氧值的调节与鼓风机组转速(即空气流量)的变化有很大的时间差,且反冲洗过程的滤池溶氧值变化较大,因此该调节是时间大滞后型,在参数整定的过程中要充分考虑滞后因素。
(2)滤池的反冲洗:该系统包括8个CN滤池、8个N滤池。每一CN,N滤池一组,动作顺序由CN滤池到N滤池。反冲洗过程设时间控制模式,在设定的时间间隔到来后,系统就会按顺序启动各个滤池的反冲洗过程。

5. 缓冲池
主要设备有排污泵,检测量有缓冲池液位。将滤池中反冲洗的水送至缓冲池中,当池中的液位过高时,可将污泥抽出干燥。
6. 反冲洗池
处理过水放入反冲洗池,一部分水用来进行反冲洗,大部分用来向外排放。主要设有水质COD检测,液位检测,出水流量检测。
出水流量作为污水处理厂的产品,其流量要经过精确计量,并对出水流量进行累计记录;同时为了控制出水品质,出水流量与提升泵房
7. 污泥脱水机房
主要设备有螺旋泵、空压机、带式浓缩压滤脱水机、清洗泵、加药泵、螺旋输送机。主要是将生产环节中的污泥压缩、烘干,作为附加产品,可对外进行销售。
8.加药间
主要设备有搅拌器、计量泵、管道泵。根据各区域的检测情况,向旋流沉砂池、水解酸化池、反冲洗池内添加化学药剂。
五 自动化系统控制功能及操作画面
1. 画面的设计
上位机画面的设计本着美观大方同时便于操作的原则,设置的主要画面有:主画面、提升泵房画面、旋流沉砂池画面、水解酸化池画面、CN及N滤池画面、鼓风机房画面、缓冲池及反冲洗池画面、污泥脱水机房画面、历史及实时趋势画面、报警记录画面;各画面之间可以方便地来回切换。另外还有一些弹出式设备操作画面,用于设备的屏幕手动操作。
2. 系统安全
人机界面正常运行时,只允许在CIMPLICITY运行画面上操作计算机。如果要退出CIMPLICITY运行界面,可以通过点击主画面右下角的退出按钮,在弹出的对话框中输入验证密码后点击"退出系统",如果密码无误即可退出CIMPLICITY运行画面。(正常运行时键盘的功能键均被禁用),确保控制系统不会因为误操作而造成系统停机的故障,确保系统安全可靠。
3. 画面完成的功能
(1)实时显示生产过程的所有工艺参数及设备状态;
(2)工作方式的选择(在"计算机自动"与"计算机手动"之间切换);
(3)计算机手动启动、停止设备;
(4)对出口流量的显示及出口水量的按月累计和总累计;
(5)对主要的过程参数编制历史趋势,以备查验和研究;
(6)对设备的工作状态和故障报警实施不间断记录;
(7)对重要的工艺参数可以限人修改。
六 工程师站和数据服务器
工程师站主要是给工程师进行PLC日常维护、软件下装等工作。数据库服务器主要是对生产过程中各原材料的数量、产品的量、重要的生产报警及重要的检测量进行记录,在服务器中对系统进行能耗分析,并生成相应的生产报表,以便于生产查询与调度。
该系统已投入运行两年多,系统运行可靠、操作方便,得到用户的好评。