关键词:谐波 电源同步PWM控制 整流器 负载
一 概述
高压供配电系统的谐波抑制目前主要通过无源滤波器或静止无功补偿器来实现。近期在宝钢1800冷轧厂,日立公司利用日立整流器的电源同步PWM控制技术成功地降低了整流器运行产生的谐波量,减小了供配电系统的电压畸变率。
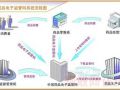
1800冷轧厂酸轧、连退、1号热镀锌3条机组的电气传动控制装置全部采用日立公司变频传动装置。供电线路如图1所示,正常情况下所有整流器设备都由1#主变供电。
在数百套传动装置中,轧机传动装置采用的交-直-交3电平式变频器,它的整流器采用了功率因数控制、矢量控制、3电平PWM控制;其他辅机和辊道的变频传动装置也为交-直-交变频器,只不过是采用公共整流器供电方式,所有逆变器都挂在公共DC母线上,这些公共整流器采用功率因数控制、矢量控制及2电平PWM控制。所有整流器采用低开关频率技术,以减少IGBT元件的发热量并延长IGBT元件的寿命。此外还采用了电源同步PWM控制,以使谐波更少,减少对电网影响。
二 存在问题
从2004年9月底到11月初,1800冷轧多条机组的多
表1反映了试验时机组的投运情况。其中"0"表示机组IGBT整流器投运,"-"表明机组IGBT整流器不投运。
点击看原图 表2中的数据是各种运行状况下电压畸变量。从表中可见当所有的IGBT整流器不投运时,10kV电压最大THD(谐波畸变率)为0.68%,最小THD为0.46%;当有IGBT整流器投运的情况下,10kV电压最小THD为5.23%,最大THD为17.09%。从中可看出IGBT整流器投运时THD值已远远超出了国标所要求的4%的水平。 三 采取的措施 因PWM整流器产生的高次谐波与载波相位有关,可以设想,如果对同一电网内的几个整流器设定不同的合适的载波相位,使这些整流器产生的高次谐波的相位相反,这样它们在同时运行时产生的谐波就可互相抵消。 日立HIVECTOL-CNV-HM整流器通过设定电源电压和载波同步以达到控制不同整流器载波相位差的目的。图2所示为4台主轧机变频器的整流器进行同步控制的原理图及总电源谐波效果。必须注意的是采用这种方法时所有整流变压器的接线方式必须一致,而且各载波的相位错开必须合适,否则可能会适得其反。 点击看原图 根据所测数据,又根据现场整流器负荷情况,决定采用电源同步PWM控制技术来降低电网的谐波。 首先根据整流器容量和工况决定载波的相位,原则上是将同样容量和同时运行的整流器的载波相位调整到合适的位置,使整流器产生的谐波大小相等,方向相反,可相互抵消。如其中轧机A系和B系的整流器容量均为550kW,酸洗A系和B系整流器容量均为825kW,则可将轧机A系和B系整流器的载波相位调整为相差180°,酸洗A系和B系整流器的载波相位也调整为相差180°,使轧机A系和B系、酸洗A系和B系整流器产生的谐波大小相等,方向相反,相互抵消。 根据这个原则对整流器相位进行安排,在实施调整前,根据载波相位调整安排进行仿真,得到相位调整后整个系统的谐波仿真情况,根据谐波仿真情况在进行相位的微调,以确定最终合适的相位角。图3即为经过分析及仿真后,所有整流器载波相位需要调整的情况。但由于其他整流器的容量不一致,计算后使轧机A系整流器的载波相位和酸洗A系的载波相位相差60°,轧机B系整流器的载波相位和酸洗B系的载波相位相差60°。依次类推,综合分析并进行计算仿真后,以使电源侧总的高次谐波量最小为原则,按图4调整各个整流器的载波相位。1800轧机主传动的7台整流变压器的接线方式全部为Δ/Δ(Dd0),虽然把各整流器的载波的相位移动到合适的位置,各整流器产生的高次谐波量就能互相抵消,使电源侧总的高次谐波量就大大减少,但载波的相位调整必须慎重。 四 调整效果 对各整流器的载波的相位进行调整后,按表1机组投入运行,此时在10kV电压母线侧对不同机组的IGBT整流器投运时的电压波形和谐波进行了测试, 从波形上看可以看出调整后电网电压畸变率明显降低,而且三相电压的高次谐波含量也明显降低。 表3是相位调整后测试的电网畸变率数据。 点击看原图 从表中可见所有的运行方式中,10kV电压最大THD为7.19%,最小THD为4.08%,电网电压的畸变率明显降低,说明电源同步PWM控制技术确实可降低整流器负载产生的谐波。经此调整后,1800冷轧厂再未发生因电网原因而烧


点击看原图 点击看原图 五 结束语 日立公司整流器的电源同步PWM控制技术的确可降低整流器运行产生的谐波量,减小了整流器对电网的影响。但它的使用必须在多台整流器互相配合下运行方有效果。而且在采用这种方法时所有整流变压器的接线方式必须一致,各整流器载波的相位错开必须合适,现场维护人员对载波的相位的调整必须慎重,否则可能会产生更大的谐波。