关键词: 现场总线 系统构成 操作站 组态软件
安庆石化炼油二部的硫磺回收装置年处理量为2×104t,应用超级克劳斯(Superclaus)-99工艺,利用超级克劳斯选择性氧化催化剂,使H2S被选择性地氧化成元素硫,其总硫回收率可达99%,该硫磺回收工艺是由荷兰Comprimo公司与VEG气体研究所和乌德勒支大学合作开发的,目前已在世界范围内得到广泛应用。针对这套工艺的特点,考虑到目前自动化技术的发展现状,我们对这套装置大胆采用了现场总线技术,选用了美国Smar公司的现场总线控制系统(Fieldbus Control System, FCS)。
一 FCS概述
FCS是连接过程控制仪表和其他工业自动化设备的一种全数字式、双向传输、多分支结构的通信系统,它以微处理机为基础,采用标准化、模块化设计,集中显示操作管理,其控制相对分散,具有全数字化通信、全分散、灵活性及在线性的技术特点,并具有灵活配置、组态方便的系统结构。FCS技术是工业过程自动化发展的新阶段,具有无比广阔的发展前景。
1. 全数字化通信
总线系统的数字化通信功能体现在可分时、双向
2. 全分散性
现场总线的主要特点是使底层的设备智能化,其现场所采用的Smar智能变送器可完成自诊断、PID控制、运算及各种复杂控制等功能,各有关参数通过总线与操作站进行信息交换,这样将传统的DCS中的控制功能分散至现场设备中,将集中控制的危险性分散到最小,从而提高了系统的自治性及安全性。
3. 灵活性
现场总线系统的硬件和软件均采用开放式、标准化和模块化设计,具有灵活的配置,可根据生产的要求改变系统的大小配置,以适应不同的用户需要。
4. 在线性
FCS通过人机接口,对过程对象的数据进行实时采集、记录、监视、操作控制,对系统结构和组态回路在线修改,对局部故障实现在线维护,提高了系统的可用性。
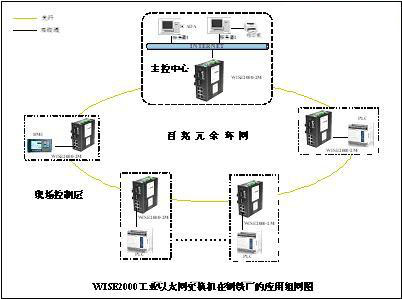
点击看原图 图1 点击看原图 图2 图3 二 系统的硬件配置 1. 系统构成 这套装置实际上由硫磺回收与富液再生两套联合装置组成,为方便操作,我们将硫磺回收与富液再生装置设计成各自独立的两个系统。 硫磺回收装置有34个检测点和21个控制回路直接进入FCS,另有19个温度检测点及47点联锁信号进入PLC可编程控制器后进入FCS系统。富液再生装置FCS系统共有17个检测点和14个控制回路。两套装置各配置了两个互为热备的操作站以及相应的现场仪表。 2. 操作站 该系统的操作站由工业PC机和总线过程控制接口卡PCI(Process Control Interface)及组态软件构成,每块PCI卡下接4条通道,每条通道在防爆条件下可挂接4个Smar安全栅,每个安全栅下可接4台Smar302系列现场智能仪表。这套联合装置中每个装置的两个操作站安装完全一样的软件,既能同时操作,又起到工作冗余的功能,是对现场进行控制的主要人机对话设备。图1、2分别为硫磺回收装置及富液再生装置现场总线系统的配置图。 图中PCI为总线过程控制接口;SB302为Smar安全栅;LD302为Smar差压变送器;TT302为Smar温度变送器;FP302为Smar气动信号与总线接口。 三 系统的软件及组态 系统的组态软件为对现场仪表设备进行组态的工具软件Syscon以及对操作站组态的通用工控软件AIMAX-WIN,运行平台均为Windows操作系统。 1. Syscon工具软件 Syscon软件通过PC机或笔记本电脑和总线物理接口PCI或BCI对Smar现场仪表进行组态、维护和操作,具有友好的人机界面,直观易懂,对复杂控制回路的实现尤为方便。 该软件采用菜单及对话框操作,定义每个现场总线设备,建立一个设备地址网,确定其工作要求,同时将组态信息下装到各现场仪表中去,在线操作时,可将所需的参数和状态读出来,也可通过对话框在线修改各种参数和状态,再发送到相应仪表中去,使整个系统全面激活,以适应各种生产控制和操作的需要,对于系统维护十分有用。 2. AIMAX-WIN通用工控软件 AIMAX-WIN软件是功能丰富、操作方便的工控软件,在这套装置中支持现场总线设备,并使PLC与操作站之间进行通信。 AIMAX-WIN软件由系统组态、实时运行及系统维护3部分构成,如图3所示,其前台的任务主要是在CRT上显示各种过程数据和设备状态,如流程图、趋势、报警等,并允许操作员进行必要的各种操作,如修改参数值、改变开关状态、报警确认等,在后台运行的


3. FCS系统组态
FCS的结构比DCS简单,但对操作界面的要求基本相同,在组态过程中,我们参照DCS的人机界面来设计该系统的功能。
利用这套软件,组态生成的人机界面主要有工艺流程图画面、操作面板、单点显示画面、控制组画面、实时/历史趋势组画面及联锁系统画面等,以实现操作和监视工艺过程。在工艺流程图画面上实时显示PV值,通过调用操作面板显示某点的棒图及相关参数,调用单点显示画面提供某一回路的全部参数及趋势图;另根据工艺流程先后次序和工艺参数的相关联系,将显示仪表相应组合在一起,形成控制组画面;允许用户监视查阅在一定时间周期内的实时趋势和历史数据。此外,亦实现了PLC的数据及状态与操作站之间的通信,由CRT监视联锁系统的画面及状态。
同时,为避免操作人员的误操作,设有4级保护密码,可使不同级别的操作人员设定自己的密码,保证在各自权限内修改参数,以确保操作的可靠性。
通过对该系统的组态,我们充分感受到这套软件具有丰富的功能,它可以
四 小结
(1)传统的模拟信号只能单方向传输单一信息,一对一的布线方式使系统显得庞杂,安装费用大,而利用现场总线技术只需通过一对屏蔽双绞线即可将现场的检测仪表、变送器、执行器、控制仪表等相关的智能仪表之间互连并与控制中心相连, 实现在同一通道上分时、双向、高精度地传输多个信息,完成检测控制要求,使操作人员能实时了解现场仪表工作和状态的直接反馈信息,提高了技术性能,也节省了大量电缆、降低了成本和施工费用。
(2)借助于成熟的传感技术、计算机技术及数字通信技术,智能变送器的技术指标、电气性能都高于普通变送器,并具有实现现场与控制室的数字通信功能,直接实现与微机的通信,取消了数模转换环节,节省了I/O卡,为树状结构分时、分址通信提供了必要条件,获得远比模拟技术优越的远程通信能力和良好的抗干扰信息传输,提高了系统的安全可靠性。
(3)FCS削弱了控制站及I/O卡的功能,增强了回路的自治性,在配置控制系统时可以按照回路的实际数量来进行配置,而不必考虑控制柜的可扩展安装空间、卡件的备用量等,具有更高的灵活性。
(4)由微机替代原显示仪表,将整个工艺流程及联锁系统做成动态画面显示在屏幕上,实现了集中管理,操作简单安全,系统反应迅速,复杂回路容易实现,维护方便,协调了控制系统的稳定性和准确性。
(5)FCS与目前尚处于主流地位的DCS控制系统相比,仍有一些更值得期待的地方:DCS控制系统已有多年的使用经验,系统更趋于成熟稳定,其系统组态相对而言更为简单;虽然DCS功能集中,但其控制器、通信系统、供电系统等均有可靠的冗余,其可靠性比现场总线控制系统更高;DCS在解决一些异常复杂的控制方案的能力要比FCS强得多等。
Smar现场总线控制系统目前已在硫磺回收装置中建成投用,运行良好并受到好评,相信通过不断地发展和完善,现场总线技术将会吸引越来越多的用户。