在印刷过程中,墨量控制主要是靠人工完 成,这对印刷质量的稳定性、印刷速度的进一步提高以及将来印刷过程的进一步自动 化都是很不利的。基于墨量控制较难的现状,结合嵌入式系统的思想,我们提出基于 彩色印品质量控制的嵌入式网点检测系统的研究与开发。
研究现状
到目前为止,常见的彩色印品的质量控制检测主要有以下几种。
1. 人工 直接观察法。工人采用简单手持式放大镜观察印品,再根据经验,与样张对比后,适 当调节给水、给墨量。这种方式完全由人工完成,调墨的准确性完全取决于工人的经 验。
2. 密度测量法。印刷呈色原理就是色料减色法,也就是印在纸张上 的油墨,从照射光线中选择性地吸收了一定波长的光,反射其他的光,从而形成颜色 。因此在油墨墨层一定范围内,光的吸收量与墨层厚度和浓度成正比,所以密度值反 映了墨层的厚度。在印品质量控制过程中,用密度计测量,检测者通过密度值间接反 映墨层厚度。
3. 色度测量法。色度测量所用的仪器是色度计,通过直接 测量得到与颜色的三刺激值成比例的仪器响应数值,换算出颜色的三刺激值。色度计 获得三刺激值的方法是由仪器内部光学模拟积分来完成的,也就是用滤色器来校正仪 器光源和探测元件的光谱特性,使输出电信号大小正比于颜色的三刺激值。
以上3种方法目前有很大的局限:基本都是离线检测,也即工人抽取样张,采用人工 观察或仪器检测后,再适当调整给墨量,都不能直接检测印品画面,只能检测特殊设 计的测控条。而且直接观察法,在很大程度上依赖于工人的经验与素质,而后两种方 法中,测量仪器的成本较高。
而从在线检测方面来说,有许多生产厂商已经 开发出了各自的印刷图像色彩监测和控制系统。海德堡的CPC图像控制系统,采用 分光光度计测量技术扫描图像,是由单纯的平面密度控制向三维光谱色彩控制的尝试 ,它采用色度与密度的双重检测,可在30秒内完成一个对开印张的检测,处理16 万个测量点的信息,再与标准数据比较以后,将墨区信息显示在彩色触摸屏上。三菱 公司开发出的色彩控制系统也是采用分光光度计,但扫描的是印刷品上特殊的色彩条 ,该系统可横向、纵向两个方向自动调节主要颜色的设定,并在智能印刷监测器上显 示出颜色控制情况。曼罗兰公司则坚持通过印刷品墨色密度来监测和控制印刷质量及 印刷过程。
虽然,这些著名印刷厂商的色彩控制系统各有特色,但是,总的 来说还是有一些局限性,比如,大部分只能检测特殊的检测条;只能整机引进,成本 的提高对于国内大多数印刷厂来说是不可接受的,而且对工人的素质要求更高。
基于以上现状,我们把嵌入式系统应用于印刷检测,提出基于彩色印品质量控制 的嵌入式网点检测系统的开发。
嵌入式网点检测系统
一个嵌入式系 统就是一个硬件和软件的集合体,一般可以独立工作,而不须借助于其他系统,也可 以和其他系统连接,共同工作。本检测系统,对普通印刷机可以单独工作,直观地得 到检测结果,等到将来印刷系统进一步自动化时,则可作为油墨的在线检测与实时反 馈。
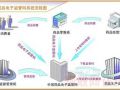
考虑到印刷机调墨主要就是调节32个墨段的墨量,所以我们现在以一 个区域图像为检测对象,32个墨段则可以以扫描的方式一一实现调节。我们做成这 样一个装置,只要把被检测区域图像放到该装置指定位置进行检测,即可显示运算结 果即所需各色墨的墨量。图1是检测装置的系统组成框图。
检测装置的原理 :
1. 首先对印品的被检测区域图像进行照明,光经过光学成像系统到达 光电式图像传感器;
2. 经过光电传感器,图像信息转变成电信号,并输 出;
3. 对光电传感器的输出信号进行采集,并利用数字图像的方法进行 处理;
4. 最后识别被检测区域各墨色的油墨覆盖率及其相关参数,并把 结果发送到显示模块,或者直接反馈给印刷控制平台,再与样张的相关参数进行比较 ,最后指导供墨系统各墨段给墨量的调节。
综上所述,检测装置要完成的基 本功能是:(1)对给定区域的图像进行数据采集并存储;(2)对采集的图像信息 进行处理;(3)输出运算结果(即显示或反馈运算结果)。
运用前景
在一般印刷机中,基本是手工或半自动调墨,对操作人员的经验要求较高,使用 检测装置后可以在线直接得出各墨段的供墨状况,以此为依据调节供墨,以达到预期 的印刷效果,从而降低了对操作人员的经验要求,降低废品率,也就能降低印刷成本 。
在自动化印刷过程中,本检测装置可以作为墨路闭环控制的反馈环节,从 印品上检测并反馈各墨段的油墨信息,提供给印刷控制平台,以与样张的相关参数相 比较,从而校正各墨段的供墨量,做到印刷过程真正意义上的自动化控制。
技术中心