摘 要:本文主要论述了利用PROFIBUS现场总线在交联生产线控制系统中的应用,以及PLC、DC DRIVE和触摸屏的组态。
关键词:现场总线,触摸屏,PROFIBUS,PLC
1、引言
当前,随着计算机技术、通信技术和网络技术的发展,网络通信的实时性和准确性,使自动化的分布式控制成为行业的趋势,彻底改变了传统的控制方式。PROFIBUS现场总线是世界上应用很广泛的现场总线之一,它既适合于自动化系统与现场信号单元的通讯,也可用于连接带有PROFIBUS接口的变送器、执行器、传动装置和其它现场仪表及设备,对现场信号进行采集和监控,并且用一对双绞线替代了传统的大量的传输电缆,大量节省了电缆的费用。PROFIBUS得到了许多自控厂商的支持,被广泛用于工业、电力、能源、交通等自动化领域。
交联生产线是电力电缆生产中主要大型设备,它主要由65挤出机、150挤出机、90挤出机、交联管道、上下牵引、储线器、收线架、放线架、加热保温系统、悬垂控制、供水系统和供氮系统组成。(如图1)
点击看原图 
图(1)生产线的构成
悬垂控制的主要作用是检测电缆在交联管中的位置,防止电缆擦到交联管管壁。当电缆位置低时下牵引加速转动使电缆在交联管中的位置升高,而当电缆位置高时下牵引则减慢转动使电缆在交联管中的位置降低。
供氮系统的主要作用有两点:(1)排清交联管中的氧气,防止电缆在交联管中穿行时绝缘材料发生氧化反应,(2)管中氮气有较大的压力挤压电缆使绝缘材料达到要求的密度。
供水系统的主要作用有两点:(1)利用水封闭交联管中的氮气,(2)冷却电缆。
整个生产流程为首先缆芯由放线架放线后,经储线器由上牵引以一定的速度牵引,穿过交联管;同时电缆的绝缘材料和屏蔽材料经三台挤出机加热后挤出并通过机头模具成形后分三层包裹在缆芯上。电缆在交联管上段行走时继续加热发生硫化反应并受氮气挤压定型。在交联管下段穿行时受水的冷却,经过冷却、吹干后的电缆经下牵引由收线架收成卷。
3、PROFIBUS简介
PROFIBUS是一种国际化、开放式、不依赖于设备生产商的现场总线标准, 为实现工厂综合自动化和现场设备智能化提供了可行的解决方案。PROFIBUS协议采用ISO/OSI模型的第一层、第二层和第七层。PROFIBUS提供三种通信协议类型:PROFIBUS-DP、PROFIBUS-FMS和PROFIBUS-PA。
PROFIBUS-DP(Decentralized Peripherals)使用了物理层、数据链接层(第1,2层),用于现场层的高速数据传送,特别适合PLC与现场分散的I/O设备之间的通信。PROFIBUS-FMS使用了物理层、数据链接层和应用层(第1,2,7层),FMS处理单元级(PLC和PC)的数据通信,功能强大的FMS服务可在广泛的应用领域内使用,并为解决复杂通信任务提供了很大的灵活性。PROFIBUS-PA 数据传输采用扩展的PROFIBUS-DP协议,另外还使用了描述现场设备行为的PA规范,根据IEC1158-2标准,这种传输技术可确保其本质安全性,并使现场设备通过总线供电。
PROFIBUS是一个开放的现场总线标准,各厂家可以将自己的产品连接到PROFIBUS网络上。为了将不同厂家生产的PROFIBUS产品集成在一起,生产厂家必须提供设备的GSD文件(电子设备数据库文件)。在GSD文件中描述每一个PROFIBUS-DP 设备的特性,GSD 文件包含所有设备的特定参数如:支持的波特率,支持的信息长度,输入/ 输出的数据量,诊断信息的含义,对模拟设备有效的选择。PROFIBUS组态工具可根据厂商提供的GSD文件将其设备集成在同一总线系统中。
4、控制系统的构成
&nb

1)控制系统的主站 控制系统的主站
由SLOT PLC和工控机构成,SLOT PLC是一种安装在工控机内的插槽式PLC,它的运算速度快、存储区大。
2)操作员站 操作员站由Siemens TP270 触摸屏构成,它通过MPI接口与主站相连,使用PROTOOL组态软件进行组态。
3)从站 数字量和模拟量的输入、输出模块使用ET200作为从站通过IM-153接口与PROFIBUS现场总线相连。同时DC DRIVE也作为从站,使用PROFIBUS通讯接口连接到PROFIBUS现场总线上。
5、PLC的编程和组态
编程和组态采用西门子公司的STEP7 V5.2软件。交联生产线对生产温度
PLC 程序采用结构化的编程方式,按功能划分编写不同的功能块。整个程序主要有以下功能组成逻辑控制,报警管理,HMI数据交换,计时和生产速度,计数,速度输出,数据转换,交联管温度控制,65温度控制,90温度控制,150温度控制,悬垂控制,水位控制。
在OB1主程序循环组织块中调用逻辑控制,报警管理,HMI数据交换,计时和生产速度,计数,速度输出,数据转换功能(Function)。在OB35循环中断组织块中调用交联管温度控制,65温度控制,90温度控制,150温度控制,悬垂控制,水位控制功能(Function)。
采用结构化编程时程序的结构清晰,对程序的理解、分析和修改容易,生产过程控制要求的改变只要修改相关的功能(Function),而不影响其它的功能(Function)。
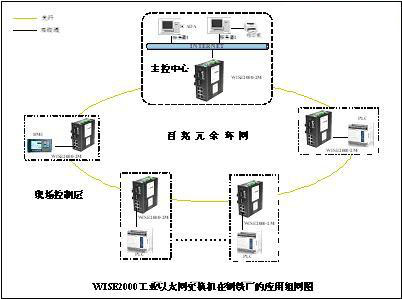
组态的任务是为完成硬件型号参数设置、通讯模式选择、总线地址设定、传输方式设定、数据通讯方式设定、输入输出模拟量信号型号的设定等。由于传动使用的是英国欧陆590系列,所以在组态直流传动时,要在STEP7 V5.2中添加直流传动的GSD文件。组态后网络结构如图(3)所示。
点击看原图
图(3)网络组态结构
6、操作员站的设计
操作界面的设计采用树的形式一级一级的向下级连,由主画面到各功能画面。控制系统主要有以下几种界面。
(1) 操作界面:操作员可以对设备的开关进行控制。
(2) 运行状态界面:从画面的参数和图表可以得知当前的生产情况。
(3) 参数设定界面:可以对PID控制参数及其它参数进行设定。
(4) 配方界面:根据生产产品型号的不同调用各种配方,简化参数的设定。
(5) 报警画面和温度曲线画面。
(6) 动态图:为了使操作人员对整条生产线的工作状态有整体的了解。
对有可能发生故障的地方实现报警管理,当有故障发生时触摸屏及时显示出来,从而使操作、维护工作变得简单易行。
为了更好的确定温度、水位、悬垂位置、上下收线架舞蹈器控制的PID参数。在触摸屏中编辑显示温度、水位、悬垂位置、上下收线架舞蹈器的曲线画面,根据曲线的变化有目的改变PID参数的值。
7、结束语
参考文献:
甘永梅 李庆丰 刘晓娟 王兆安 编著 《现场总线技术及其应用》 机械工业出版社
金家峰 PROFIBUS在电线电缆制造中的应用[J] 工业控制计算机2004 年 17 卷第2 期
唐济扬 基于现场总线技术的先进控制系统[J] 制造业自动化,2000 7
西门子公司 STEP 7 V5.2使用入门 2003