内容提要: 本文主要是简述网络在现代自动化控制理论中的应用。分别从网络控制的特性、组成、应用、优点和发展方向等方面加以论述。主要是介绍罗克韦尔AB公司和西门子SIEMENS公司的网络产品。并以炼钢转炉自动控制系统为实例,介绍自动化控制网络理论在该自动控制系统中的应用。
CONTROLNET最远可传输10KM,使用同轴电缆和中继器,最远可传输6KM。同轴电缆每段最大长度为1KM(根据所使用的三通连接头和引线所决定),光缆每段最大长度可达3KM(根据使用的光纤等级决定)。每一个控制级网络段可以
一、 网络引论
网络技术是当今世界发展最快、使用越来越广泛的技术之一。由于世界的快速发展,对信息的要求越来越高,而信息的快速传递与网络密不可分,所以网络得到飞速发展和广泛应用。
二、 自动化控制网络的类型
在现代自动化控制系统中,由于对自动化控制的要求越来越高,数据之间的通信已不再局限于可编程控制器(PLC)内部之间的交换,已发展到PLC主机与PL
C主机、PLC主机与上位机、上位机与上位机之间的数据交换,而且不只是交换,对交换的速率提出越来越高的要求。可见,离开了网络,自动化控制理论得不到发展,自动控制技术受到局限。所以说,网络在自动化控制中占有重要地位,得到迅速发展和广泛应用,而且日趋标准化。
在自动化控制领域内,有很多公司都有自己的自动化产品。其中比较有代表性的产品:如西门子SIEMENS公司的S5和S7系列PLC产品;罗克韦尔AB公司的SLC5和Logix系列PLC产品;施耐德公司的Quantum系列PLC产品。而网络的种类也很多:INDUSTRIAL ETHERNET工业以太网、DEVICENET设备网、CONTROLNET控制网、DH+网、PROFIBUS网、MPI网、MB+网、远程I/O网、TCP/IP以太网等等,每个公司可以根据自己特点采用适合自己的网络:西门子多用MPI网、PROFIBUS网、DEVICENET网和ETHERNET工业以太网;AB公司多用DH+网、CONTROLNET网、DEVICENET网和ETHERNET工业以太网;施耐德自动化公司多用MB+网、远程I/O网、TCP/IP以太网。
三、 自动化控制网络的特性
现代自动化控制中,经常需要在PLC主机与上位机、PLC主机与PLC主机、PLC主机与远程I/O之间传输交换数据。而它们往往又不在同一地点,相互之间有一定的距离,这与网络的连接接点数、传输速率和传输距离等因素有关。 下面以有代表性的ControlNet控制网、PORFIBUS现场总线网和ETHERNET工业以太网为例,谈谈自动化控制网络的一些常用特性。
网络的OSI参考模型分为七层:物理层、数据链路层、网络层、运输层、会话层、表示层和应用层。而一般来讲,控制系统网络可分为3层:信息层、控制层和设备层(传感/执行层)。INDUSTRIAL ETHERNET工业以太网工作在信息层;ControlNet控制网工作在控制层;PORFIBUS现场总线网工作在设备层。
ControlNet控制网络是符合IEC61158 Type 2 标准的一种高速确定性网络,用于对时间有苛刻要求的应用场合的信息传输。 它为对等通信提供实时控制和报文传送服务。它作为控制器和I/O设备之间的一条高速通信链路, 综合了现有各种网络的能力。CONTROLNET网支持管理/过程(控制器与HMI之间)、点到点和I/O网络的通信. 用于PLC与计算机之间的通信网络。它可连接拖动装置、串并行设备、工业PC、人机界面等。它还可以沟通逻辑控制和过程控制系统,传输速率为5Mbps,可寻址节点为99个,同轴电缆传输距离为3km,光纤传输距离为30km,它支持冗余结构。通过冗余或单通信介质,数据传输速率为5Mbits/s。传输介质是RG6同轴电缆,通过BNC连接器和CONTROLNET总线连接。通过使用光纤中继器,
最彻底和最完善的分布式系统是开放的现场总线。PROFIBUS-DP是设备层现场总线, 用于控制器(如PLC、PC、NC)与现场控制设备(如驱动器、检测设备、HMI等)之间的通信总线。PORFIBUS-DP已形成自动化世界范围的标准,因为它能满足工业控制的一切要求,它符合DIN19245和EN50170标准(前者是德国标准,后者是欧洲标准),对SIEMENS和多达240个生产商的现场设备开放,因而用户又充分的选择余地。ROFIBUS-DP允许的距离可达23KM,能容纳的节点多达125个,它相应快节,工作可靠,此外,不仅每个单独的节点均能作为 发送信息,且任一个网点如出现故障,所有节点能正常工作,不受影响。
传统的控制系统在信息层大都采用ETHERNET以太网,而在控制层和设备层一般采用不同的现场总线或其他专用网络。目前,以太网已经渗透到了控制层和设备层,几乎所有的PLC和远程I/O供应商都能提供支
下面我们以表格的形式对以太网、控制网和现场总线网作一个比较(以罗克韦尔公司产品为例):
ETHERNET/IP ControlNet DeviceNET
最大分段长度 10,000m 1Km(同轴电缆),3Km(光纤) 100m,250m,500m
最大长度 无限 30Km(同轴,光纤或二者混用) 4Km(带中继器)
最大接点数 1024 99 64
通讯速率 10Mbps,100Mbps 5Mbps 125Kbps,250Kbps,500Kbps
通讯介质 同轴电缆,双绞线,光纤,无线 同轴电缆,光纤 两对双绞屏蔽线
冗余介质 有 有 无
标准 IEEE802.3 IEC61158
CENELEC EN 5010 IEC62026 CENELEC EN 50325
中国国标GB/T18858.3-2002
通过以上的比较,可以看出以太网在传输速率和传输距离,以及接点数和通讯介质的灵活性选择上都有较大的优势,所以以太网越来越受到欢迎。当然,控制网与现场总线网在与可编程控制器、智能设备和现场总线连接上还是有自己的优势。
四、 自动化控制网络的组成
一般来说一个自动化控制网络既包括硬件部分,又包括软件部分。
硬件部分:与PLC的接口模块(网桥)、网络中继器、网络适配器、网络接头(分接器)、通信电缆、终端电阻等。
软件部分:网络组态软件、网络驱动程序、网络协议、网络连接程序等。
以罗克韦尔AB公司的RSLogix系列的PLC产品为例构造一个CONTROLNET网,如果主机架采用1756系列的模块,远程I/O机架采用1794系列的非离散I/O模块,组建一个CONTROLNET网需要硬件:
1756-CNB(网桥):用于主机CPU与控制网链路的信息交换。
1794-ACN15(适配器):用于控制网与1794系列I/O模块交换信息。
1786-BNC(电缆连接器):使干线电缆段与
1786-XT(端结器):75Ω电阻端结器,安装在每段的末端,保证控制网电缆系统正常工作。
1786-TPS(分接器):将设备连接到网上。
1784-KTCX15(网卡):连接工控机(工作站)与控制网。
软件部分:
RSNetWorx:控制网组态软件。
RSLinx:网络通信软件。
RSLogix5000:PLC编程软件。
如附图一所示

五、 网络在自动控制中的应用实例
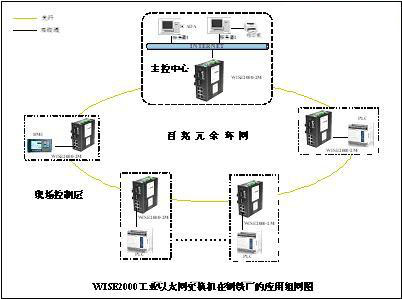
网络在冶金系统自动控制中的应用很多。下面是炼钢转炉的自动化控制网络的配置图例(见附图二)。

从图中可以看出该网络系统既有主干网,又有支网。主干网采用总线结构,支网(远程I/O网)采用树型结构。若用SIEMENS公司的
由上可以看出网络的配置比较灵活,可以用很多方式来配置一个系统。即可以采用单一的网络方式,也可以采用多种网络方式。一个系统网络配置的好坏有很多因素:网络的可靠性、复杂性、网络数据交换的速率、网络传输的距离、还要考虑网络的性能价格比等等。
六、 使用自动化控制网络的优点
在自动化控制中使用网络的好处是很明显的:
网络具有很高的可靠性:在网络系统中,PLC主机与上位机之间,PLC主机与PLC之间的数据传递和数据交换都是在网络上完成,是以数字方式进行的,其抗干扰性,实时性都非常出色。
减少中间环节,方便直接: 每台CPU下挂的I/O远程网能直接深入到现场控制点,通过网线可直接连接传感器、变送器,一次仪表以及交直流传动装置,还可以通过它的分布式I/O机架,对现场元件进行数据采集和控制。
维护方便,降低施工费用: 用通讯的方式替代原来的点对点连接,原来复杂的接线被简单的屏蔽双绞线所取代。大大提高运行可靠性,降低安装、维护费用。据统计,采用网络方式,可减少3/4的电缆数量。同时由于接线减少,故障点随之大大减少。
采用通讯方式可减少信号衰减。由于信号在网络上是以数字形式传递的,所以衰减较小、抗干扰能力较强。
模块化结构,易于维修更换,备品备件通用。
七、 自动化控制网络的发展
现在自动化控制网络也向集中管理,分布控制的方向发展。既整个系统设置一台大容量的服务器,通过网络与每个可编程控制器PLC连接起来,系统的管理和数据交服务器完成,而控制由可编程控制器PLC来负责。比如AB公司的ProcessLogix产品就是现在自动化控制网络的一个代表。
ProcessLogix 是ROCKWELL AUTOMATION最新推出的基于批处理、 过程控制、 SCADA应用的开放的控制系统。ProcessLogix 系列产品的核心是性能强大的基于MICROSOFT WINDOWS NT服务器/客户机系统结构。ProcessLogix系统集成了全新的高性能混合控制器,先进的工程师工具和开放的控制网络。ProcessLogix集成的最新的技术包括:
集成高速自动的数据共享、报警管理、人机接口功能、历史数据采集和自动报表生成功能的基于MICROSOFT WINDOWS NT 的服务器;
简洁的混合型控制提供真正的集成控制功能;
面向对象的组态、开发工具能快速简便地创建可重复使用的控制策略
CONTROLNET提供开放的控制网络;
集成安全的INTERNET浏览器功能能提供在线文档和支持。
或武汉青山红钢城15街87门10号 邮编:430080
电话:86347398 小灵通:62556335 E-mail:yuanxiwuwww@21cn.com