1、前 言:
SMT阶PCB板生产控制非常依赖各种测试、分析设备仪器,以监控每一道工序是否完成并确保流到下一工序的产品是没有问题的;并且,如果工序高度依赖自动化操作仪器设备,则手工测试,加工工序则严重制约生产线的频率、速度、品质。因此本解决方案拟从SMT流水线生产模式中的关注两点―――流程+品质来建立控制系统,以达到控制流水线频率,控制品质,简化问题复杂度,提高管理绩效。
2、应 用:
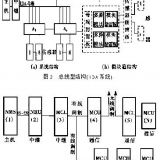
以下是某主板厂商生产线上数据采集的典型架构,软件SI公司利用DCS19,DT200 GW21CAPS等硬件设备,把条码数据收集到服务器,然后再做后续的处理。

3、效 益:
· 生产管理部门管理的负荷大大减轻,对现场的运作更加及时且具体到数字量化。
· 品管部门对品质管理也更加及时准确,把宝贵的时间用在改进品质,提高客户满意度上,而不再是收集不良数据,稽核数据上。
· 客户服务部门也更加灵活应对客户需求,抱怨,用数字呈现问题,事实;客户满意度明显提高。
· 对工程部门建立更加合理的工程参数,治具改善分析,工程控制提供实施精确的数据参考和报表。
· 对生管部门计划控制更加有依据,生产排程也更加准确。
4、相关应用:
本解决方案针对的客户为流水型或离散型的PCB板制造业企业,并有一定的规模,生产自动化程度较高,期望提升生产效率和提高品质,降低管理成本、废品率,使客户服务满意度上升一个台阶的PCB制造企业。
5、系统设计思想:
a).建立标准的SMT制程控制,使每一机种的标准工艺流程能通过系统控制,达到不漏站,不跳站,不回环。
b).建立品质控制制程,每一品质检测站只有确认通过检测的产品才能在下一流程站别,否则下一站报警!并使品质检测站别纳入工艺流称各站别中作为标准工艺流程站,不漏站,不跳站,不回环。
c).实时监控报警,系统自动累加计算自动报警;当某站别不良率达到事前设定的阀值,系统自动报警;流程发生漏站,跳站系统报警并提示返回正确流程站点。
d).关键零部件生产过程记录,发生品质问题可以追溯到原材料库房,进而到供应商。
e ).品质分析,反控;系统自动统计品质检测站别的良率,并统计前5项最主要的不良原因,供工程人员分析并采取对策加以改进、改善。
f).在制品的投入产出实时报表;在制品各站分布报表;各机种实时现状报表;良率报表;天产量,周产量,月产量,年产量,时段产量报表等。
g).员工绩效统计;标准工时实际工时报表。
6、应用流程
SMT生产控制系统有:
a).系统设置:流程管理,料号管理,条码规则管理,良率管理,不良代码管理,不良原因管理,站别管理,上线员工管理,工单管理;
b).Sorting &Repair模块;
c).实时监控模块;
d).包装模块;
f).入库模块;
g).出货模块;
h).条码列印管控模块;
i).看板模块;
j).报表模块。
SMT阶PCB板生产控制非常依赖各种测试、分析设备仪器,以监控每一道工序是否完成并确保流到下一工序的产品是没有问题的;并且,如果工序高度依赖自动化操作仪器设备,则手工测试,加工工序则严重制约生产线的频率、速度、品质。因此本解决方案拟从SMT流水线生产模式中的关注两点―――流程+品质来建立控制系统,以达到控制流水线频率,控制品质,简化问题复杂度,提高管理绩效。
2、应 用:
以下是某主板厂商生产线上数据采集的典型架构,软件SI公司利用DCS19,DT200 GW21CAPS等硬件设备,把条码数据收集到服务器,然后再做后续的处理。
3、效 益:
· 生产管理部门管理的负荷大大减轻,对现场的运作更加及时且具体到数字量化。
· 品管部门对品质管理也更加及时准确,把宝贵的时间用在改进品质,提高客户满意度上,而不再是收集不良数据,稽核数据上。
· 客户服务部门也更加灵活应对客户需求,抱怨,用数字呈现问题,事实;客户满意度明显提高。
· 对工程部门建立更加合理的工程参数,治具改善分析,工程控制提供实施精确的数据参考和报表。
· 对生管部门计划控制更加有依据,生产排程也更加准确。
4、相关应用:
本解决方案针对的客户为流水型或离散型的PCB板制造业企业,并有一定的规模,生产自动化程度较高,期望提升生产效率和提高品质,降低管理成本、废品率,使客户服务满意度上升一个台阶的PCB制造企业。
5、系统设计思想:
a).建立标准的SMT制程控制,使每一机种的标准工艺流程能通过系统控制,达到不漏站,不跳站,不回环。
b).建立品质控制制程,每一品质检测站只有确认通过检测的产品才能在下一流程站别,否则下一站报警!并使品质检测站别纳入工艺流称各站别中作为标准工艺流程站,不漏站,不跳站,不回环。
c).实时监控报警,系统自动累加计算自动报警;当某站别不良率达到事前设定的阀值,系统自动报警;流程发生漏站,跳站系统报警并提示返回正确流程站点。
d).关键零部件生产过程记录,发生品质问题可以追溯到原材料库房,进而到供应商。
e ).品质分析,反控;系统自动统计品质检测站别的良率,并统计前5项最主要的不良原因,供工程人员分析并采取对策加以改进、改善。
f).在制品的投入产出实时报表;在制品各站分布报表;各机种实时现状报表;良率报表;天产量,周产量,月产量,年产量,时段产量报表等。
g).员工绩效统计;标准工时实际工时报表。
6、应用流程
SMT生产控制系统有:
a).系统设置:流程管理,料号管理,条码规则管理,良率管理,不良代码管理,不良原因管理,站别管理,上线员工管理,工单管理;
b).Sorting &Repair模块;
c).实时监控模块;
d).包装模块;
f).入库模块;
g).出货模块;
h).条码列印管控模块;
i).看板模块;
j).报表模块。