引言
低成本便携式焊机需求日益增长,尤其在发展中国家更是如此。分立式IGBT和MOSFET广泛应用于功率范围在 1.5kW至6kW的手动金属电弧焊(MMA)和钨极惰性气体保护焊(TIG)。这些焊机主要采用电流模式PWM控制和简单的技术,例如双管正激(TTF)、半桥(HB)式和全桥(FB)式,通常开通采用零电流开关(ZCS)且关断采用硬开关。对于这些配置,为了提高性能和降低系统成本,高频率是最重要的设计趋势之一。由于关断损耗大大减少,英飞凌的TRENCHSTOP 5 IGBT技术成为最有前景的选择,因为完全有能力满足焊机强大的技术要求。
相对于前代IGBT,TRENCHSTOP 5 IGBT提高了性能,且能够在高开关频率下运行。同时还适用于在适当的布局中直接替换开关频率达100kHz的传统高电压MOSFET。在较高的开关频率下运行能够减少磁性元件的尺寸和电容器的数量。然而,由于较高的di/dt和dv/dt可能引发关断时高压过冲、导通时振荡或EMI数据降级等问题,旧款 IGBT并不总能找到简单的“即插即用”替代品。
改善半桥拓扑结构
关断损耗大幅度减少可能导致转换器初级侧发生巨大的机构变化,从而简化了机构解决方案。这甚至会导致 PCB布局和栅极驱动器设计的进一步改进。因此,可以明显减少机器的尺寸和重量。图1显示了为此设计的焊机示范产品。这是一个单相4.5kW半桥MMA/TIG焊机。由于电源环路和单回路的布局均得到适当的改善,在这种情况下,可在每个开关中用一个IKW50N65H5 TRENCHSTOP 5 IGBT替代两个40A/600V IGBT。
此外,由于开关和导通损耗降低,器件温度也明显下降,甚至可以使用绝缘箔片。图2显示了英飞凌IGBT不同技术的外壳温度轮廓。从图中可以看到不同技术的外壳温度之间存在显著差异。尤其是TRENCHSTOP 5,外壳温度比以前的TRENCHSTOP硅低了40K。
进行的测试用于确定将关断时电压过冲保持在击穿电压80%以内的栅极电阻RG(off),从而将集电极-发射极电压限制在最大值VCE=520V。电路板的杂散电感越低,为满足限值所能选择的RG(off) 就越低。该测试同时考虑了最大集电极-发射极电压的振荡。事实上,本测试在低于200ns时的可接受值是-25V
或者,可通过调整无源栅极网络在未经优化的布局中使用TRENCHSTOP 5。在这种情况下,通过引入关断大栅电阻和CGE/RCE栅极拑位结构,可再次将VCE与VGE过冲保持在可接受值的范围内。但是,这样做会明显减少使用 TRENCHSTOP 5 IGBT带来的好处。由此也突显出适当布局的重要性。
若要进一步减少电源板的杂散电感,可以在绝缘衬底的表面贴装组装中使用TRENCHSTOP 5 IGBT技术。这样得到的是更紧凑的解决方案,即高压侧和低压侧共用一个散热区。因此,诸如IMS或Al2O3陶瓷等特殊的IGBT绝缘需要额外的加强绝缘。引进的这些技术变化导致整个机器的尺寸和重量实现大幅度减少。图3是一个实例。在图中,新的设计使半桥MMA焊机示范产品比以前的示范产品尺寸减少了35%,重量减少了15%。
这种理念使得整体杂散电感能够达到40nH,如果采用不同的封装组装组合和全桥拓扑结构设计,则还可以进一步减少20nH。杂散电感的降低可使系统在超过100kHz的开关频率下运行,这意味着可以使用单个散热区提高功率密度并降低变压器尺寸,同时保证所需的直流母线电容器数量。
改善全桥拓扑结构
图4显示了另一个设计实例——3.5kW全桥高频率焊机。图中实例的设计目的是显示用全桥拓扑结构的 TRENCHSTOP 5替换传统的MOSFET,从而实现更低的成本、更佳的可制造性以及更高的可靠性。
TRENCHSTOP 5 IGBT技术的低关断损耗同样是新设计系统结构改进的关键促成因素。与MOSFET相比,有了这种功能再加上IGBT更高的载流能力,即可使用1个IGBT设备代替3个传统的高压MOSFET。由于需要的设备较少,可轻松地将功率级和驱动级集成到较小的电路板上,以此取代电源板上的驱动板。与这种常见的方法相比,新方法所需的总电路板面积比以前少了三分之一。而且,明显减少的电源环路寄生电感能够在较高的di/dt下关断 TRENCHSTOP 5,并将电压过冲保持在建议的规范内。
开发这种示范产品是为了简化结构并提高功率密度。有了这种硬件,就可以显示如何减少组装过程的工作量,这能够显著提高可制造性从而实现批量生产并降低系统成本。减少组件和布局优化意味着与商业解决方案相比,材料成本可减少30%左右,尺寸可减少30%而且重量可减少35%。
还进行了一次简单的基准测试,在100kHz时运行全桥电焊平台,以检查其在高频率运转时的性能。测试范围是在保持IGBT外壳与周围环境之间的相同温度波动的同时,测量最大输出电流。与此同时还监测系统效率和最大的集电极-发射极和栅极-发射极电压过冲。为了进行正确的比较,驱动设置始终保持不变,直至系统不稳定或引发故障。表1对测试结果进行了总结。
在100kHz的工作频率下,TRENCHSTOP 5表现出任何其他类似设备均无法达到的性能。H5 IGBT提供的输出电流比最好的替代品高出30%,提供的输出直流电流比排名第二好的方案高出70%,同时避免了平滑驱动波形所需的额外工作。
在焊机达到最大输出电流时,H5 IGBT表现出比任何其他选择的性能高出1%至3%。这使得焊机能够实现更高的能效等级。
半桥式外壳出现的集电极-发射极电压过冲略高,但在大多数情况下不会引起问题。首先,在200A时,过冲的绝对值限制在430V,其次,H5 IGBT的击穿电压比大多数市售的同类设备多50V的裕量。

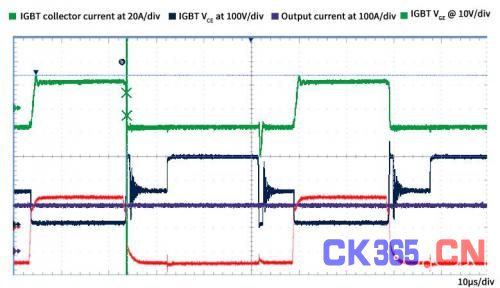
图1(a)4.5kW半桥焊机示范产品和(b)时间标度为10µs/div时的相关波形。绿色波形,20A/div时的IGBT集电极电流。蓝色波形,100V/div时的IGBT VCE。紫色波形,100A/div时的输出电流。红色波形,10V/div时的IGBT VGE。
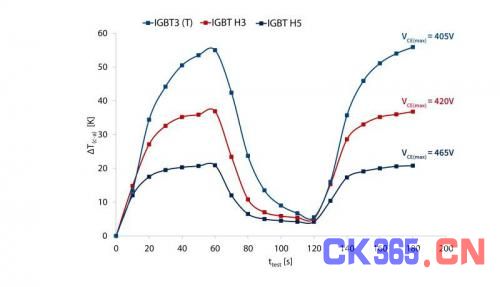
图2在4.5kW焊机示范产品上使用不同的英飞凌IGBT系列的散热效果

图3第二个4.5kW半桥焊机示范产品


图4(a)3.5kW全桥焊机示范产品和(b)时间标度为2µs/div时的相关波形。红色波形,100V/div时的IGBT VCE。绿色波形,20/div时的高频率变压器初级侧电流
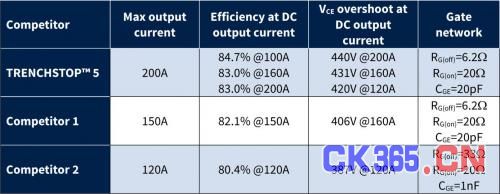
表1全桥示范产品的基准测试结果






