电磁超声换能器(EMAT)是一种新型的超声发射接收装置。由于电磁超声产生和接收的过程中具有换能器与媒质表面非接触、无需加入声耦合剂、重复性好、检测速度高等优点而受到广大无损检测与评估工作者的关注。EMAT一般可分为洛仑兹力式和磁致伸缩式两种。
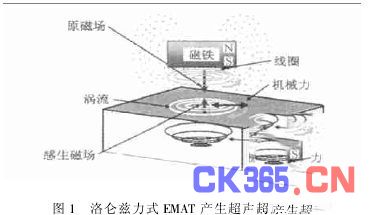
洛仑兹力式EMAT的基本原理[1] 如图1所示。把通有高频电流的线圈放置在金属物体附近,金属物体内产生感应电流。如在同一时间施加一稳定磁场,与涡流相互作用后产生交变洛仑兹力。金属原 子在交变洛仑兹力的作用下产生往复振动,当振动以一定方式传播出去就可产生超声波。该过程的逆效应过程就是利用EMAT接收超声的原理。通过改变外加偏转 磁场的大小和方向、高频电流的大小和频率、线圈的形状和尺寸可以控制EMAT产生超声的类型、强弱、频率及传播方向等参数。同时也可改变接收超声EMAT 的工作带宽等参数。
铁磁性材料中电磁超声的产生和接收一般通过磁致伸缩原理来实现。当线圈中通过交变电流时,产生交变磁场。根据磁致伸缩原理,由于磁场的交变作用使磁性材料体积发生变化,从而形成材料内部的振动,并最终以声波形式将振动向外传播。
目前,人们对EMAT的研究主要包括EMAT过程的数学建模、EMAT装置的设计和优化及EMAT的工程应用等几方面。
1 EMAT过程的数学建模
EMAT的数学模型是对EMAT电磁超声产生和接收的物理过程的认知。准确的模型有利于对E-MAT过程的分析。同时,通过调整模型参数可改进对EMAT换能器的设计,使其性能得到优化。
前几年人们的试验和分析主要是针对EMAT基本机理的研究。许多理论研究都是直接针对电-机械转换现象的定量理解。基本的控制方程和边界条件可由文献[2,3] 中获得。然而,这些研究的解析模型和等价电流模型都基于正弦驱动电流,限制了模型在实际中的应用。同时,在EMAT电磁超声发射接收系统中,超声的传播过程还受到媒质材料性能的影响。
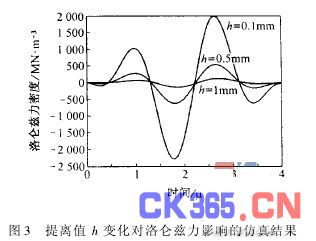
有限元及有限差分技术的发展为EMAT过程建模提供了数学基础。文献[4] 采用有限元方法建立压电超声换能器的电磁学模型和弹性动力学模型。文献[5] 建立了一套多级电磁超声换能器模型。模型包括五部分,即电磁铁静态磁场的仿真。④脉冲涡流的分布。洛仑兹力的分布。在洛仑兹力作用下超声的产生和在媒质中的传播。E-MAT接收器对电磁超声的检测。文献中详细仿真了脉冲超声波的产生、传播和接收过程。文献[6,7] 利用有限元和边界元程序对薄铝板中电磁超声的产生和接收过程进行了二维计算机数字仿真。图2[7] 是对板中Lamb波传播过程进行的仿真。同时,还根据给出的数字模型对EMAT的设计参数进行了优化。文献[8] 给出了不同提离值下,超声波振幅的变化情况。图3[8] 给出了提离值变化对洛仑兹力影响的仿真结果。
2 EMAT装置的设计和优化
2.1 EMAT探头的设计和制作
2.1.1 EMAT线圈形式的设计
结构形式最为简单的EMAT线圈为置于恒定磁场中通过交变电流的一根直导线。但这种简单的EMAT在实际测量中很少应用。首先,这种换能器的效率很低;其次,这种形式的线圈只能在导体中产生圆柱状径向辐射的剪切横波,而这种无方向的体波在无损检测和评估中是没有用的。
为提高线圈的转换效率,人们开始采用各种形式的螺旋线圈,包括蛇形、“回”形、“吕”形等。根据外加恒定磁场方向的不同,可产生纵波或横波。
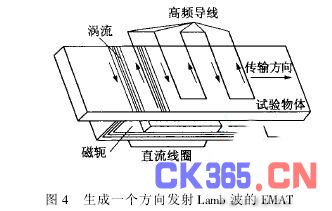
为产生在金属导体中沿一定方向传播的超声波或沿金属表面传播的表面波或板波,人们采用蛇形线圈(meandered line)作为EMAT的线圈形式。Licht把电磁技术应用于厚板的非接触测量,所用频率较低,因而需要大尺寸电磁铁。按1/4波长间隔布置导线,并以 相位相差90°的电流输入导线,成功产生了只沿一个方向传输的板波(图4) [9] 。
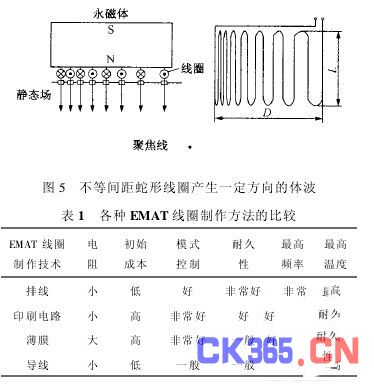
目前,蛇形线圈已广泛应用于电磁超声的发射和接收过程中。它主要用于产生表面波、板波及具有一定传播角度的体波。为使超声波在固体媒质中汇成一条直线并沿一特定方向传播,文献[10,11] 采用不等间距蛇形线圈作为EMAT的发射线圈(图5)。通过调整线圈间距调整波的汇聚传输方向。
2.1.2 EMAT线圈的制作
常用的EMAT线圈制作技术有四种,分别是排线、印刷电路、薄膜和导线技术。采用印刷电路技术可降低线圈的导体电阻。文献[12]中介绍了一种用于EMAT的多层印刷电路板(PCB板)的设计。各种EMAT线圈制作方法的比较如表1[13] 所示。
2.1.3 EMAT用磁铁的设计和选择
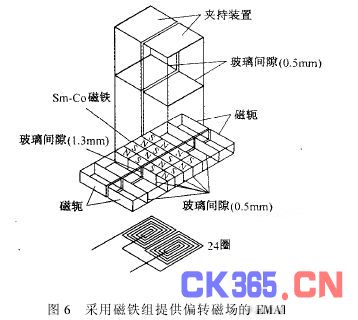
为在介质表面和近表层形成强的偏转磁场,需要采用高强的磁铁。既可采用永磁铁又可采用电磁铁。采用永磁铁的优点是磁铁体积小,可使整个超声换能器的设计变得结构紧凑。一般采用的永磁铁形式有柱状、马蹄形和磁铁对等,也可采用永磁铁组来提供偏转磁场(图6) [14]。
文献[13] 中利用Re-Co永磁铁得到了0.3~0.4T的磁场。文献[14] 中所采用的Re-Co永磁铁最大可产生的表面磁场强度为0.45T。文献[15]认为采用Nd-Fe-B磁铁可以很大程度提高EMAT的灵敏度。但需注意的是,虽然使用永磁铁可使结构紧凑但会受到温度和磁场强度的限制。而对于通电线圈磁场强度则可达到1T。
2.2 EMAT换能器的电路系统[13]
EMAT的电路系统主要包括具有合适信号源的EMAT驱动系统,信号检测、恢复及处理系统,同时还包括阻抗匹配装置。
激发点信号的波型通常是具有固定中心频率的正弦声脉冲群或是具有较宽带宽的“直流”或尖脉冲。宽带脉冲信号可保证高分辨率并利于信号的频谱分 析。由于射频泄漏和相对较低的峰值能量,使得连续波较少应用于EMAT的激励中。对于脉冲激励而言,脉冲的重复频率(prf)通常要求至少在 50~100Hz才能保证接收信号在示波器上的稳定显示。电子学设计也是通常要考虑的问题,如EMAT线圈通常较低的直流电阻和EMAT激励线圈的内部自 感问题。
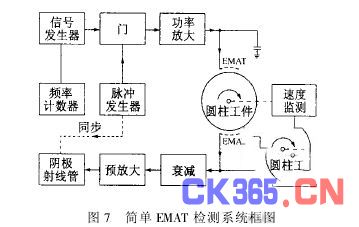
最简单的EMAT检测系统如图7所示[13]。包括超声的发射、接收、匹配及最终显示等多种功能。稳定的等幅信号通过相干脉冲振荡器构成的门电 路获得射频声脉冲群,并经过宽脉冲能量放大而输入到发射EMAT线圈。到达线圈的电流接近1A。产生的表面波通过检测线圈接收并放大后在屏幕上显示。整个 系统装置均可在市场上买到。整个电系统的频率为2MHz,信噪比为140dB,旁路电容为0.025mF,中心频率为1或2MHz。
大电流可通过瞬时脉冲获得。Wilson等开发了一套大功率脉冲发射系统[13]。利用6kV电源对9000pF电容进行充放电,可获得 500A电流输出,在中心频率1.4MHz处峰值功率可达3MW。输出功率在20~30kW脉冲宽度及prf值可调的脉冲电源在市场上均可买到。采用电容 通过大电阻放电的方法,火花隙脉冲发生器(spark gap pulser)可产生0.1~2kA电流。其缺点是相对降低了prf值。
文献[16,17]给出了一套EMAT的驱动电路,该电路结构具有很高的效率。
2.3 几种EMAT装置介绍
EMAT有两个主要缺点,即较低的能量转换效率和弹性波在固体中宽的辐射模式。通过采用PCB板技术和非均匀间距的蛇形线圈可实现SV超声波(位移偏振方向垂直于表面的超声波)在固体中传播的聚焦。且通过试验证明使用经聚焦的SV超声波可提高对缺陷检测的灵敏度。
文献[14]介绍了一种用于无损检测的超声发生和接收装置。该装置利用Nd:YAG激光器发出激光,通过光纤照射金属表面产生激光超声,并通过EMAT线圈对金属中的超声波进行检测。
文献[18]建立了一套Lamb波的产生和接收系统。利用EMAT在薄板中产生了单一模式的Lamb波,通过Michelson激光干涉仪对Lamb波进行探测。蛇形线圈的间距
文献通过试验认为线圈的间距决定了EMAT的性能,是对线圈进行设计的最关键因素,并作了分析。试验频率为1~3MHz。最后利用单一的Lamb波对裂纹状沟槽进行检测,结果可检出0.1mm宽、0.25mm深、4mm长的沟槽。
美国专利US5619423[19] 较详细地介绍了用于管道和容器测量的电磁超声检测系统。该系统采用两套EMAT作为电磁超声的发射和接收装置。电磁超声的发射与接收线圈为穿插在一起的两 个蛇形线圈,采用电磁铁组为EMAT线圈提供偏转磁场。整个EMAT装置固定在一个小车上,随着小车的运动完成换能器沿管道轴向的运动及检测。对于给定的 板厚选择合适的线圈间距d来产生适当模式的Lamb波,从而完成对管道缺陷的检测。同时,专利还给出了EMAT的驱动电路和检测电路的设计方案。
美国专利US6282964[20] 着重从系统的角度介绍了一种利用表面超声波进行管道表面裂纹测量的EMAT系统。利用射频信号(RF signal)驱动EMAT线圈产生表面波。
Quality Network公司在其网站上推出了八通道EMAT系统[21] 。系统包括八个EMAT超声发射接收器。通过控制相位可实现超声波方向和形状的控制。可生成SH(位移偏振方向平行于表面的)剪切波、SV剪切波及瑞利波。
3 EMAT在无损检测中的应用
3.1 电磁超声用于管道的缺陷检测
文献[19]较详细地介绍了电磁超声用于在役管道腐蚀等缺陷的检测原理。
文献[22]利用“回”形线圈和永磁铁组在气体管道内部形成SH体波,用来检测管道外部腐蚀缺陷。该装置可测出腐蚀缺陷的轴线位置和大小。
德国mannesmann公司[23] 研制了钢管电磁超声检测系统。采用两个EMAT对钢管在线检测。
美国Magna-Tec公司[24] 利用EMAT产生检测在役钢管和压力容器的Lamb波。通过测量Lamb波的提离时间和幅值来确定缺陷的位置并检测厚度的变化。
美国McDermott公司[25] 开发的EMAT产品可用于工业锅炉壁厚的现场检测。
3.2 电磁超声用于钢板或钢轨的缺陷检测
文献[26]利用电磁超声系统对钢板冷轧过程中的可锻性进行了在线评估。中国专利[27]介绍了一种热钢板在线缺陷检测的电磁超声装置,该装置可对500℃以下的钢板轧制过程进行在线检测,测量钢板厚度可达40mm。
3.3 电磁超声用于材料性能及组织的检测
文献[28,29]采用电磁超声对钢结构中的残余应力进行了检测。
4 国内对EMAT的研究及展望
国内最早将电磁超声用于无损检测研究的是北京钢铁研究总院的张广纯等[30,31]。他们通过发射机发射出大功率脉冲信号,在厚度为18mm的钢板中产生Lamb波检测缺陷。发射机功率>50kW。为消除EMAT检测的盲区,该技术采用了两个线圈同时进行检测。
航天工业总公司第二研究院研制了一套热钢板在线自动化电磁超声探伤系统[27]。系统采用电磁超声换能器在钢板中激发出体波,数十个探头同时在钢板上探伤。可对500℃以下的钢板进行在线检测,可确定缺陷的类别、大小及位置。
国内对电磁超声的研究起步较晚,相关文献较少。但由于EMAT的无需机械接触和液体耦合,以及检测效率高等优点而受到越来越多的无损检测工作者和广大用户的重视。国内已逐渐开始对它的研究,也必将在无损检测领域取得更多的成果。


