一、前言
配料秤在诸多行业 (如水泥、冶金、石化、食品、矿山等) 中有着广泛的应用,其配料方式也多种多样,从配料时物料的输送形式来看,可分为水平输送和垂直喂料两种形式。前者主要靠皮带或链板输送物料,对应的计量设备多为皮带秤或链板秤,在水泥厂中主要应用在原料配料站和水泥配料站;后者则以物料冲击或旋转下料的方式,对应的计量设备多为冲板流量计或转子秤,在水泥厂中主要应用于窑尾喂料。本文主要介绍的是链板式配料秤在水泥原料配料中的应用。
二、皮带 / 链板式配料秤配料工艺流程简介
对皮带配料秤而言,像石灰石等密度较大、颗粒不均的物料,如果物料从料仓下来直接落在皮带上,一方面容易造成皮带打滑,且极易磨损皮带;另一方面皮带上物料堆积区下方的托辊也容易变形。所以水泥厂一般采用两级配料方式,即第一级为链板取料机,第二级为皮带式配料秤。
以石灰石配料为例,皮带式配料秤工艺流程图如图1 所示。
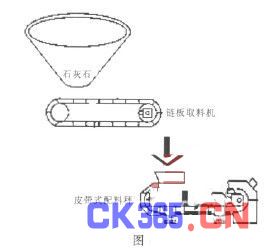
物料从料仓下来后,首先落至链板取料机上,取料机只负责输送物料,不具备称量、测速或控制等功能,待物料通过取料机后,再落至皮带式配料秤上,由皮带秤负责物料的计量和控制,包括称量段物料的重量测量,皮带速度测量和变频器电机控制(包括皮带配料秤电机和链板取料机电机)。
这样的设计方式主要考虑到以下两个方面,首先,物料不是直接从料仓落至皮带式配料秤上,而是由取料机落至皮带式配料秤上,避免了皮带打滑及物料堆积区下方托辊的形变。其次,物料的料位可以通过取料机内部的刮板进行调节,下料量可以通过取料机的电机转速进行调节,避免了物料料位波动对称量的影响。因此这样的计量控制方式在水泥厂得到了普遍的应用。以石灰石配料为例,链板式配料秤工艺流程图如图 2 所示。
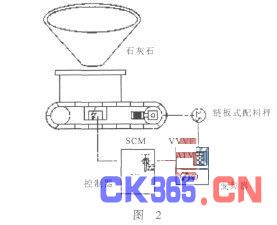
图 2 与图 1 相比,可以明显看出少了一层中间过渡环节,石灰石直接由料仓下料至链板式配料秤,链板式配料秤同时肩负取料和配料的功能。(图 2 中可以看出控制仪表和变频器为现场式安装,根据现场或用户需要也可以改为电气柜安装的形式。)
三、皮带 / 链板式配料秤综合比较
水泥厂的原料主要由石灰石、铁粉、砂岩、粘土和高岭土等相关配料组合而成,其中铁粉、砂岩等由于配比较少且物料颗粒小,一般使用皮带式配料秤,石灰石等原料由于配比较大且物料颗粒不均,易磨损皮带,一般使用链板式配料秤。
下面是两者在各个主要环节的表现及比较,供读者参考。
建造环节:皮带式配料秤由于需要两级配料,为安装链板取料机,需要多设计增加一个楼层,或者如果安置在皮带式配料秤上方,则皮带式配料秤所在的楼层至少需要6~8米的高度空间,在施工环节这是一笔不菲的费用;若使用链板式配料秤则无需该笔费用。
维护环节:链板式配料秤中链板采用鳞式安装,因此整体强度高于托辊,不会存在物料堆积区链板形变的问题,免去了定期更换托辊的麻烦;链板的刚性和强度远高于皮带,不会出现皮带由于耐磨性不高而破损的问题,免去了定期更换皮带的麻烦;链板的中间固定在链轮上,两端的滚轮卡在轨道上,轨道的间距是固定的,因此不会出现皮带式配料秤中皮带跑偏的类似问题,免去了频繁调节跑偏的麻烦。
采购价格:由于成本的原因,链板式配料秤的单机价格会高于皮带式配料秤,但考虑到可以省去链板取料机的采购费用,因此比较起来价格应不会相差太多,如果综合考虑上述建造和维护环节的费用支出,无疑链板式配料秤是有竞争优势的。
标定精度:这也是用户普遍关心的问题,所涉及的环节也比较多,对链板式配料秤而言,如果机械结构设计合理,链板在高速运转时能够运转平滑,皮重和料位保持稳定,再配以高分辨率的传感器和匹配的控制器,以笔者在现场实物标定的经验来看,初次实物标定精度可以达到 0.5%(如表 1 所示),长期测试可以维持在 1%左右。

对皮带式配料秤而言,在相同的配置和环境下,初次实物标定精度可以达到 0.25%,长期测试可以维持在0.5%左右。
值得注意的是,如果流量设定值大幅改变,如该物料的配比发生较大变化,或者更换物料品种,则配料秤需在新的生产条件下重新进行标定校验。
四、影响配料秤运行精度及稳定性的几方面因素
通常对于配料秤的考核指标有两个,即精度和稳定性。
精度,即通常意义中对配料秤进行实物标定得出的误差范围;稳定性则依赖于时间的检验,包括秤的无故障运行时间、不同时间间隔内秤的重复标定误差变化范围、秤体易磨件的使用寿命、抗干扰能力等。
下面从内外两方面入手,找出相关因素,分析影响的原因和途径,供读者参考。
(1) 首先是配料设备内部本体的影响因素,众所周知,物料瞬时流量的计算公式为:t/h (流量) =kg/m (秤桥单位载荷) ×m/s (物料运行速度)
可以看出,影响计算精度的主要元件是称重传感器和测速传感器。
对于测速传感器,其大多采用脉冲式原理,其精度取决于单位圈数内所能发出的脉冲数量,目前较高的可以达到250pulse/re。
对于称重传感器,其诞生以来大概经历了力平衡式、位移式、电阻应变片式及数字式。目前应用最为广泛的就是电阻应变片式,主要利用惠斯通电桥的原理,如图 3 所示。
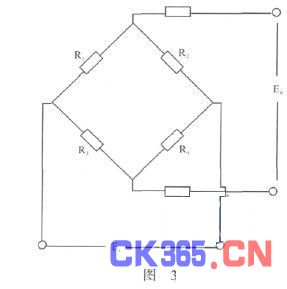
当传感器受力时,R1和 R4受拉伸力,R2和R3受压缩力,电压输入为 E0,输出为 Ei,灵敏度E0/Ei=Gf×Ef/4(其中 Gf为应变片系数,Ef为电桥上产生的总应变输出)。其优点是当温度变化影响电阻特性时,由于两边增加或少相同的变化量,因此电桥的总输出不会发生变化。
虽然惠斯通电桥对相邻桥臂应变片的输出具有补偿功能,但由于应变片本身的离散性及粘贴情况的细微差异,还是会导致电桥的平衡因温度的影响而遭到破坏,再加上非线性、滞后性、蠕变性等众多因素,导致电阻应变片式模拟传感器在水泥厂等恶劣高温的环境中无法展现出优异的性能,虽然可以通过提高加工工艺、在处理器内进行数据运算补偿等方法提高其精度,但只能弱化却无法消除影响。
当链板式配料秤用于输送石灰石等颗粒不均的物料时,其单位载荷的瞬时波动较大,若采用模拟式传感器,由于其本身不可克服的滞后性,会带来比较大的计量误差,使得称量系统变得不可信,因此使用数字式传感器比较合适。
例如 SFT数字式传感器,它采用振弦式原理,当数字式传感器受到外力作用时,设置在数字式传感器内部的振弦产生振动,其振动频率与数字式传感器所受的压力成线性关系,通过测量振弦的瞬时振动频率,便可以计算出数字式传感器所受的即时压力,并由安装在数字式传感器内部的温度传感器进行温度补偿,最后经过处理器处理的信号通过 RS485 协议与控制器进行通讯,在控制器上可以方便地进行重量查询和数字式传感器地址设定等工作,其工作原理如图 4 所示。

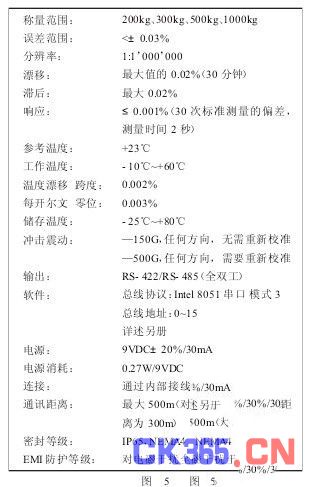
由于数字式传感器内部受力元件和测量元件并没有物理上的接触,因此其称量精度得到了明显的提升,图5 是 SFT 数字式传感器的部分技术参数,从中可以看出其分辨率高达百万分之一(在实验室条件下可以精确地测出一张名片的重量), 滞 后 性 低 于0.02% , 重 复 性 误 差 小 于0.001%,温度漂移低于 0.002%。
关于数字式传感器的安装方式,可以采取对称式安装,即在秤体的左右两侧各安装一只数字式传感器 (如图6所示),由于数字式传感器的信号可以通过处理器寻址进行通道处理,无需像模拟式传感器那样进行信号叠加,因此在现场做机械调整时,无需对两端的数字式传感器做严格的水平度调整,既适合恶劣的现场工作环境,又方便生产维护操作。
对于数字式传感器在秤体的具体安装位置,可以将其直接装在秤桥 (图 7 中由三组黑色模块组成) 下方,所称即所得,杠杆系数为1,如图 7所示。因此数字式传感器的数字信号传送至处理器后,无需经过杠杆比运算,简化了信号处理流程,减小了称量系统的滞后误差。

(2) 从配料秤的外部工作环境角度分析,可以发现来自外部的干扰是影响计量的主要因素。
例如 EMI电磁干扰、邻近设备振动干扰、物料波动干扰等,其中EMI干扰可以通过屏蔽、接地等途径解决,邻近环境或设备干扰可以在设计时考虑加以避免,以笔者在现场调试来看,物料的波动干扰是长期造成计量误差的主要因素。
如果料流不稳,料位波动较大,控制器为了跟踪设定值,必然频繁发出控制指令,调节电机转速不断变化,如此导致重量和速度都在不断波动,根据上面的公式,所计算出的流量误差相对较大。
解决的途径有两种,一种是从根源入手,减缓物料的波动,从上游料仓开始,根据料位计或仓重仪表,控制仓位稳定在一定的刻度,如设定为满量程的1/2 或 2/3;其次是防止堵料的情况发生,有时仓内明明有料,但由于物料潮湿或被杂物堵住下料口,控制器监测不到物料,为跟踪设定值,只能驱动电机高速运转,如此反复循环,不但导致计量不精确,还会使电机频繁动作,减少使用寿命。
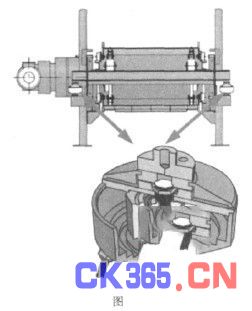
另外需要根据物料的流动性,选择合适的下料口截面积,并通过棒阀或闸阀加以控制,如瑞士哈斯勒链板式配料秤,进料室的上方有一道棒阀,可以用于手动控制初步的下料量,如图 8 所示。

需要注意的是棒阀的间隙需要根据物料的颗粒度进行设计,一般棒阀适用于石灰石等块状物料,不适用于流动性较大的 (如铁粉) 物料。
在链板式配料秤内部,物料到达秤桥之前还可以设置一道闸阀,如图 9 所示,用于刮平料位,维持物料在运输途中的堆积形状。
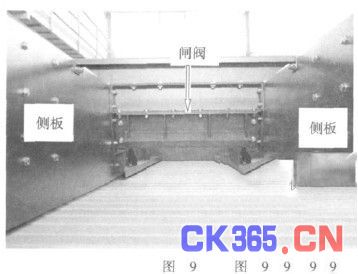
链板两侧的上方分别设有侧板,一方面防止物料在运输途中溢出或抛洒;另一方面在生产过程中可以在侧板上方加上盖板,保证了配料时的密封性,这样无需在秤体上方安装袋收尘或管道收尘等收尘装置,后者在运行时会对秤的计量造成一定影响。
这样可以最大限度地维持到达秤桥上的物料的稳定性,保证了精确的计量,有利于变频器对电机的控制,通常棒阀和闸阀调节的原则是在常用的流量设定值下,变频器输出频率在 50HZ 左右,这样可以保证电机的使用寿命。
另一种途径就是从控制系统入手,在物料保持稳定的同时,优化自动调节系统,目前应用较多的是 PID 控制系统,对于配料秤来说,PI 调节即可满足生产需要 (以瑞士哈斯勒配料秤为例,一般P 值选取 0~300%,I 值选取 0~20S,D 值一般为 0)。
因此在配料秤带料期间,主要的调试工作就是进行 PID 参数整定,一般需要收集以下曲线作为整定的依据:
A. 流量设定值,作为调节的参考标准;
B. 被调量波动曲线,即瞬时流量;
C. PID 整定输出。
下面以现场收集到的链板式配料秤的 PI 控制图(如图 10 所示) 为例进行说明。
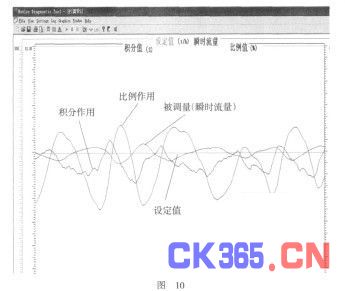
从图中可以看出,比例作用有如下特征:
a.比例作用波形与被调量 (即瞬时流量) 相似,由于本例中为负反馈作用,因此两者的方向是相反的;
b.比例作用波形与被调量的波动周期完全对应,即被调量的波峰对应比例作用的谷底,被调量的谷底对应比例作用的波峰。
由于纯粹的比例作用无法消除静态误差,因此需要引入积分作用,同样从图中可以看出积分作用的特征:
a.积分作用的升降与被调量的升降无关,只与被调量和设定值之间偏差的正负有关,图中当偏差为正时,积分曲线上升,偏差为负时,积分曲线下降。
b.积分作用的大小 (即曲线的斜率) 与被调量和设定值之间偏差的大小有关,偏差越大,积分作用的曲线越陡峭,偏差越小,积分作用的曲线越平缓,因此积分曲线的波峰和波谷对应的偏差最小,基本为零。
另外还需要掌握参数整定的一些原则,比如在整定比例作用的时候,先取消积分作用,待比例作用整定好以后,再逐渐增加积分作用,直至消除静态误差;如果比例作用没有整定好,一味地增加积分作用非但不能减小静态误差,反而会造成积分干扰;比例作用和积分作用是相对的,当比例作用增加的时候,积分作用也需要跟着增强,比例作用减小的时候,积分作用也必须跟着减弱等等。
其实无论怎么调节,物料总是会有一些小幅波动,这样的波动是没有规律的,无法干预的杂波,如果参与这样的调节,有时反而收到负面的效果,对于这样的情况,可以设置一定幅度的盲区,一方面可以过滤掉一些噪声,另一方面也可以延长驱动执行单元的使用寿命,从辨证的角度来看,即有所为有所不为。如果流量设定值为200t/h,那么可以设定±2%为盲区,即当瞬时流量在 196t/h~204t/h 之间波动时,PI 控制不参与调节,只有当即时流量超出了盲区范围,才引入 PI控制,实际的盲区范围的设置可现场参考物料的波动范围和配料精度综合考量。


