摘要:结合污水处理工程实际应用AIFCS现场总线技术,实时监控、方便施工、省时省力、节约投资。
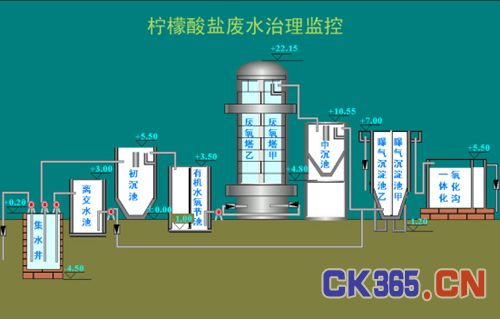
宜兴协联柠檬酸废水处理厂采用厌氧加好氧处理工艺,其中好氧部分采用SBR法处理。SBR是处理高浓度有机废水的理想途径之一。首期设计日处理100立方/小时,设2座爆气池2座厌氧塔,氧化沟,有机调节池等12座处理池。控制设备布置分散,要求实现总线型远程检测控制。
| 系统整体工艺构图 |
 |
二、数据总线的利用
监控数据35点按原设计电缆数量多达148条电缆,利用总线方式,即1条
 |
电源电缆,1条数据电缆总线, 相关厂区电缆沟截面大大减少, 甚至取消,减少了厂区管线综合布线的难度,施工方便,省时省力,节约投资。
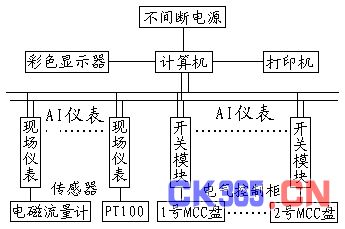
三、系统结构分置要对整个系统实现自动控制,可知有下列参数需要自动监控:PH、氧量、温度、流量、实时测量,调节池高/低液位、CASS池高/低、粗/细格栅机、鼓风机、进水泵、爆气机启/停。系统除了要完成测控任务,还要有良好人机界面。
 |
四、测控通讯模块的布置、选型
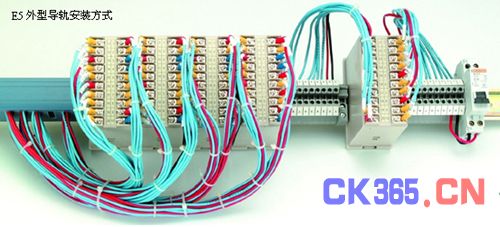
在现场设置就地仪表箱,安装分析仪表,同时安装AI系列导轨安装型智能模块外形代号E5(包括单路/双路温度变送器、多路开关量及模拟量输入/输出模块、单路/双路/四路PID温度控制模块、AI人工智能MPT/PID调节器模块及流量积算仪模块等)
1.集水井水位自控:
用于高低水位自动控制启、停电机。E5外型导轨安装方式;
|
AI-704ME5J5L2S型4路显示报警仪。模块说明J5水位变送器输入;L2继电器输出 。
 |
2.电机自动循环启、停:
电器MCC盘电机控制中心放置在污水场的中心位置,远程开关布置在MCC盘内用一根通讯线与计算机连接,节约控制电缆72根。
氧化沟搅拌电机时间比例间歇启停,通过计算机设定参数、继电器循环动作。
选AI-301MPE5L2S 模块:L2继电器;S通讯
 |
3.远程手控电机:
鼓风机、离水调节池电机启、停,
选AI-301ME5L5L5L5L5L5L5S继电器开关量输出,
在计算机上手动控制电机。
4.电机运行反馈信号
选AI-301ME5I5I5I5I5I5S
用于人机界面动画显示电机运行状态。
反映工艺设备的开关量信号主要分为以下三类:第一类是运行信号,由主回路中接触器的分、合状态决定,并由相应的中间继电器的常开触点给出;第二类是自动/手动状态信号,由手动/自动转换开关决定,并由相应中间继电器的常开触点给出;第三类是正常/故障信号,为综合故障信号,包括过载、过流、超限及水泵超温等。对电动阀门和滗水器又增加了开(上升)到位、关(下降)到位,对滗水器增加一个步进排水信号,这些信号均由设备的故障触点串联后由一个中间继电器的常闭触点给出,使中心控制室的操作人员对现场设备的运行情况一目了然。
5.在线溶氧、PH值测量:
配置梅特勒-托利多溶氧、PH仪输出4~20mA给信号采集模块 AI-706ME5J4J4J4S型6路测量。模块说明选 J4电流输入;S通讯模块。
 |
6.流量测量:
仪表主要用于系统的监测。在SBR好氧段的重要工艺段设置了流量仪表、
AI-708HE5I4L2L2S型流量积算仪,变送器无源信号4~20mA 选I4模块4~20mA输入内含24V电源。
 |
五、监控管理系统
设在中央控制室,负责监控厂内、厂外污水处理过程和设备运行状况。通过工控软件实时监视全厂工艺参数变化、设备运行、故障发生等情况,并进行多种模式操作,同时负责日常报表打印、事故打印和数据记录等。
在操作站的计算机显示器中具有多种画面,包括:总工艺流程画面、泥水气等工艺流程分画面、各构筑物工艺设备画面、各工艺参数画面、工艺参数变化趋势画面、故障画面、设备运行数据画面等。通过这些画面,工作人员可对处理过程中的各个部分充分了解,将工艺各个环节的数据和画面全面细致地并实时地反映出来, 及时掌握各个环节发生的各种情况。同时具有语音提示、报警、在线帮助功能。打印机可随时打印所需要的各种资料,并可定时打印日报、周报、月报等。
考虑到信息技术已经广泛应用,在中控室设置计算机网络互联设备,建立接入局域网和互联网的接口,能够实现透明化的远程管理,中控室和分控站设备可通过网页和电子邮件的形式实现登录浏览或发出报警信息。
结论
污水处理工程自动控制系统已完成从设计到施工、安装、调试直至最后投入正式运行的全部工作。该系统不仅按污水处理工艺要求达到了自动控制的目的,而且保证污水达标排放。总结起来具有以下特点:
1.系统设计合理,上位机、电气柜、仪表的选型注意从先进性、稳定性、可靠性出发,同时兼顾经济性,使整套控制系统在保证长期安全运行的基础上,价格达到最低。
2.监测管理计算机实时监测整个系统,工艺流程图生动形象,操作人员一目了然地了解现场工艺、电气设备的运行状况,并根据工艺情况随时在线修改参数。
3.系统具有很强的抗干扰性,无论从计算机电源系统还是硬件的选择到电缆的敷设接地等都充分考虑此问题,因此稳定性好、可靠性高,大大减轻了工人的劳动强度,每班操作人数从5人降低到2人。


