塑料管材作为化学建材的重要组成部分,以其优越的性能,卫生、环保、低耗等为广大用户所广泛接受,主要有PVC、PE和PP-R管道三大类,其中PVC管道占塑料管道近70%的份额。塑料管材生产线主要用于供水、排水系统,食品、化工领域输送系统,矿砂、泥浆输送系统,线缆系统等方面。
塑料管材生产线由控制系统、挤出机、机头、定型冷却系统、牵引机、行星切割装置及翻料架组成。每条管材生产线有两台挤出机,其主要一台挤出机采用强力输送衬套及高效螺杆,另一台较小的挤出机用于挤出标志线。 塑料管材生产线的工艺流程:生产流程原料+助剂配制→混合→输送上料→强制喂料→锥型双(单)螺杆挤出机→挤出模具→定径套→喷淋真空定型箱→浸泡冷却水箱→油墨印字机→履带牵引机→抬刀切割机→管材堆放架→成品检测包装。
塑料管材机的主机是挤塑机系统,它由挤压系统、传动系统和加热冷却系统组成 。首先加热装置(电阻加热、感应加热)由外部加热筒内塑料,使之升温,塑料通过挤压系统而塑化成均匀的熔体,并在这一过程中所建立压力下,被螺杆连续的挤出机头。为了排除螺杆旋转的剪切摩擦产生的多余热量,避免温度过高使塑料分解、焦烧或定性困难,设备还需加装冷却装置(风冷和水冷)。
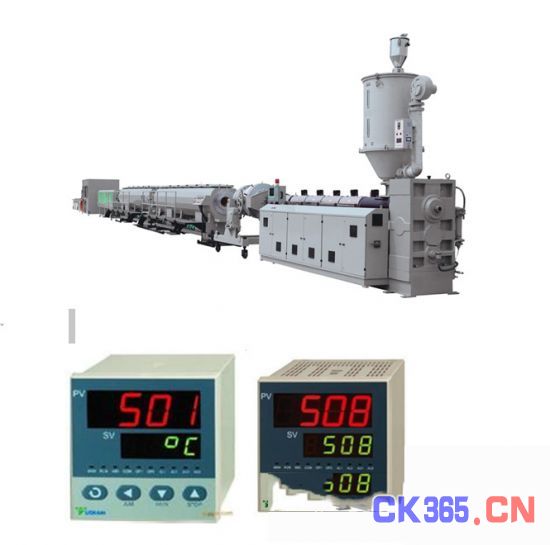
使用宇电温控器 AI-501AI-508用于控制塑料管材机温度和转速,仪表的精确控制与稳定性能,能够保证塑料管材的质量。