一、 项目背景
宇通客车是亚洲最大的客车生产企业,年产客车近3万辆,产值近百亿。
通过多年的努力,宇通客车信息化工作取得了长足的进展,到目前为止,企业成功的实施了SAP R/3系统,为企业管理能力的提升,提供了强有力的技术保障。
在成功实施了SAP之后,宇通人并没有满足,结合自己的实际需求,开始了MES的实施工作。为使企业早日成为数字化企业,进一步提高企业的核心竞争力,开始了新的征程。
在全面了解MES的理念、技术的前提下,在综合考察了汽车行业实施MES取得的成功经验及失败教训的基础上,结合企业自身的实际需求及客车制造行业本身的特点,确定先从客车生产过程追踪入手,开始宇通客车MES的实施工作,并选择了中国科学院沈阳自动化研究所作为其MES实施伙伴。
中国科学院沈阳自动化研究所是国立的科研机构,致力为企业提供先进制造领域的关键技术、整体解决方案。沈阳自动化研究所自九十年代中期开始了MES方面的研究、开发、及工程应用工作。在汽车、冶金、烟草等行业取得了十余项成功的应用案例,具有丰富的MES实施经验,是国内领先的MES全套解决方案供应商。同时,沈阳自动化所也是GE Fanuc授权的软件高级解决方案供应商(PSP)。
二、 项目需求
在宇通客车确定了实施MES的战略目标后,如何确定具体的实施策略,就成为宇通客车与MES解决方案供应商面对的首要问题。
虽然同属汽车行业,但客车生产与轿车生产存在极大的不同。客车生产是一个人工密集、资金密集、技术密集的行业。客车生产以手工制造为主,自动化程度较低。客车生产定制化程度高,属于多品种小批量的生产方式。客车生产工艺复杂,特别是涂装生产。客车生产周期长,一般从焊装开始到试交入库,需要一周左右的时长。
在焊装阶段一般采用流水线的生产组织方式;但到了涂装阶段,一般则采用抽屉式的生产组织方式,车动人亦动;之后在总装阶段,采用流水线的生产组织方式;而之后的铺椅、试交阶段,则采用以生产工位为核心的组织方式,同样车动人亦动。总体而言,客车生产,由于生产方式及生产工艺的特殊性,生产组织形式完全不同于轿车生产,是以流水线生产为辅,以工位生产为主的生产模式。
正是由于客车生产组织方式的特殊性,为客车生产管理增加了极大的复杂性,使得客车生产MES,同轿车生产相比有了很大的不同。为客车生产过程追踪,生产计划编制,生产指挥调度等MES管理功能的实现,带来了极大的挑战。
在实际生产管理中,经常出现:人找不到车,车找不到人;有车无盘,有盘无车;有位无车,有车无位;有车无料,有料无车等现象。现场生产管理的混乱,使得客车生产指挥调度无准确的依据,生产效率不高,交货期延长,物料供给不及时,出现错漏装现象…… ,等等。
通过我们对宇通客车MES深入仔细的分析,我们认为,客车生产过程追踪,是宇通MES的基础,是全面实施宇通MES的关键所在,也是生产管理人员最急迫得需求。
三、 解决方案
1、 总体思路
由于客车生产是一种开放式的、非流水线的生产方式,且生产工位与生产工艺阶段不存在严格的一一对应关系,因而若实施客车生产过程追踪,必须首先实现客车生产中的车辆位置追踪;在位置追踪的基础上,实现生产工艺阶段的追踪;以及在此基础上实现生产质量追踪,生产人员追踪,物料追溯等MES功能。
所以,客车生产追踪的核心是车辆位置追踪。
为了实现车辆位置追踪,我们依据宇通的生产现状,以及宇通MES的总体规划,将宇通客车占地约百万平米的生产场地,划分为四百个左右的位置区域,覆盖了宇通客车的焊装、涂装、承装、铺椅、试交、入库等绝大部分生产过程。区域可分为两大类,一类是工作区域,用于客车生产;另一类是辅助区域,用于车辆暂存及异常处理。
其中,将焊装生产车间划分为8个生产区域(每条线2个),5个辅助区域(每条线各一个,设置了一个公用辅区)。8各生产区域设置了8个信息采集点,每条线头尾各一个。5个辅助区域,各设置一个信息采集点。
考虑到下一阶段的生产指挥调度的需求及涂装得抽屉式生产方式特点,涂装生产车间生产场地划分为近235个生产区域,每个区域设置一个信息采集点。
承装生产车间的生产场地则划分为31个生产区域,其中,与涂装得交接区及生产准备区17个,装配生产区8个,辅助工作区6个。每个区域设置一个信息采集点。
考虑到下一阶段的生产指挥调度的需求及铺椅试交开放式的生产方式特点,铺椅试交工作场地,则划分为40个工作区,54个辅助工作区。每个区域设置一个信息采集点。
在车辆位置追踪的基础上,我们定义了车辆每个工艺阶段的标准操作,如开工、完工,异常等等。
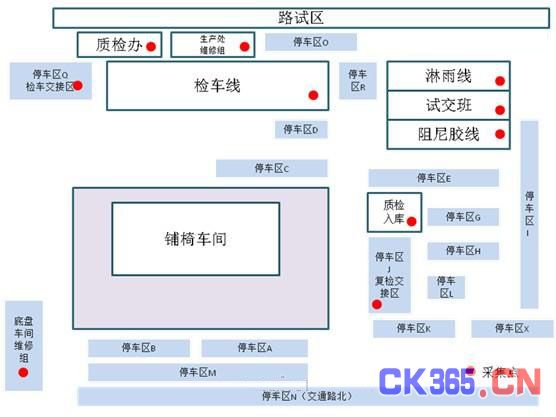
上图为试交工段区域划分及采集点配置示意图
2、 系统功能
2.1 与SAP集成
接受SAP给出的车辆生产作业计划,并将车辆生产作业完工情况回报给SAP。
2.2 车辆位置及作业进度数据采集
-焊装车辆位置及作业进度数据采集
-涂装车辆位置及作业进度数据采集
-承装流水线位置及作业进度数据采集
-铺椅位置及作业进度数据采集
-检车位置及作业进度数据采集
-淋雨位置及作业进度数据采集
-路试位置及作业进度数据采集
-生产处维修组位置及作业进度数据采集
-底盘维修组位置及作业进度数据采集
-打阻尼胶位置及作业进度数据采集
-复检交车位置及作业进度数据采集
-交车入库位置及作业进度数据采集
2.3条码数据打印
-车工号条码标签打印
-位置条码标签打印
-工艺条码标签打印
-班组条码打印
-人员条码打印
2.4 PDA通讯服务
2.5 生产作业过程追踪
2.6 车辆追踪结果显示
-厂级车辆追踪结果查询显示
-车间级车辆追踪结果查询显示
2.7 生产统计
-厂级生产统计
-车间级生产统计
3、 实现技术方案
3.1 数据采集方案
在综合比较了条码、RFID等追踪技术优缺点、实施可行性、实用性的前提下,确定采用条码追踪技术。
考虑到客车生产的开放式特点,数据采集设备选定了Motorola MC70无线手持PDA。为了降低投入,提高设备利用率,采用多个采集点复用设备的方案,最终配置了近百台数据采集终端。
条码标签采用普通的纸质介质。
3.2 无线通讯方案
考虑到PDA与AP通讯的不可靠性,采用了微软消息队列的通讯机制。同时也保证了追踪结果的一致性。
3.3 追踪与结果显示方案
追踪与追踪结果的查询显示,是本方案的技术核心。如何近可能实时准确记录下车辆的位置及生产状况,并实时将结果反馈给现场管理人员,是我们重点要考虑的问题。特别地要考虑到数十个客户端并发访问的问题。
本部分实现工作,我们采用了GE Fanuc Proficy家族平台软件——Proficy CIMPLICITY 和Proficy Tracker。
Proficy CIMPLICITY是一个广泛用于汽车行业的HMI/SCADA平台软件,其内置的实时数据库,确保了在大量并发访问条件下客户端的实时性。Proficy CIMPLICITY基于Windows 2003/2000/XP的平台上,通过各种串行的、网络的通讯方式采集控制器中的数据,并利用计算机的强大图形功能动态地显示生产数据。
Proficy Tracker是一个专门用于离散制造业产品生产过程追踪的MES平台软件。利用该软件可以建立起企业的生产过程追踪模型,确保了追踪过程的可靠性及可扩展性。Proficy Tracker同时提供了丰富的基于组件的、面向对象的API接口,用于应用工程的定制化开发工作。Proficy Tracker通过读取安装在生产线上的条码扫描器或RF Tag读写头的数据,在计算机里为每个通过加工点的加工对象建立数据记录,从而跟踪每个加工对象的当前位置及加工状况。除了对加工对象进行跟踪之外,Proficy Tracker还能根据当前的生产形势和条件,按照用户预先设定的规则,对加工对象的下一个加工路径进行自动优化选择。Proficy Tracker作为Proficy软件家族中的一个组件,跟踪数据可以方便地通过CIMPLICITY HMI中的数据点(虚拟点)集成到监控画面中。用户通过监控画面即可以了解到生产跟踪信息。
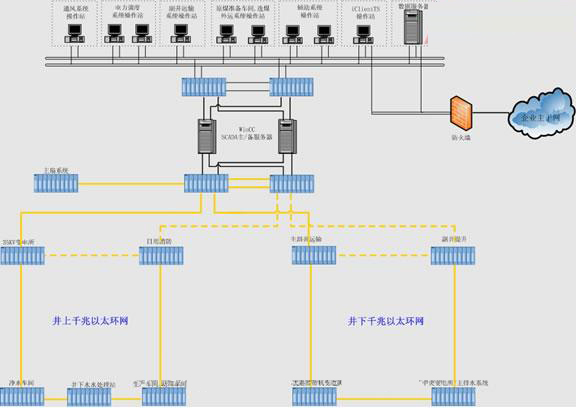
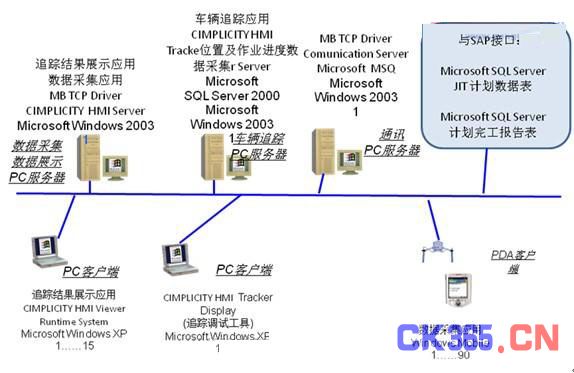
3.4 系统总体结构
系统的总体结构如下图所示:
四、 实施结果
系统经过三个月左右的开发,与2008年11月顺利上线运行。
通过近400个工作区及辅助区的划分,MES系统可以实时准确地追踪到每一辆车的位置,实时展示出每一辆客车的生产状态。为生产管理人员的生产指挥工作提供了有力支撑;亦为物料配送人员的配送工作提供了准确的依据;同时亦为生产过程的持续改进,提供了数量化的<