一、概述:
现代工业竟争力正面临工业结构转型与升级,也必须做出正确的改变,品质是保持其生存必要条件,如今工业产品如何提高效能,是所有产业所必须面临的课题。如今,设备的更新为的是品质达到一定的水准。当品质保证已经不能再提高时,金属材料的基础工程更显的重要,热处理的基础工作让工业产品的品质未趋完善,虽然热处理 (淬火、回火) 附予金属材料生命,但是未给予寿命与效能。完整的基础的工程除前置的热处理外,尚包括后序的金属深冷处理,方是保证品质的基础工作。金属深冷处理将是如今唯一的选择。
①深冷处理原理
深冷处理是利用冷媒作为冷却介质,对材料进行程序化深冷处理(-196℃)和低温回火,从而达到改善和强化金属材料性能的目的。深冷处理是近年来国际上最新的一种改善和强化金属材料性能的新工艺技术,是目前最有效、最经济的一种技术手段。
所谓深冷处理,即从室温逐渐降温至-196℃,然后从一196℃逐渐升温至室温的这一过程,采用最新的加热技术、控温技术和液氮分散技术,使程控升温、恒温、降温各过程均匀稳定。以液氮为制冷剂,满足降温及环保要求。金属中大量残余奥氏体转变为马氏体,特别是过饱和的亚稳定马氏体在处理过程中会降低饱和度,析出弥散、尺寸仅为20-60μ,并与基体保持共格关系的超微细碳化物,可以使马氏体晶格畸变减少,微观应力降低,而细小弥散的碳化物在材料塑性变形时可以阻碍位错运动,
②应用领域
程序温度控制深冷箱主要是针对金属材料的低温处理、低温回火和时效/应力释放或样品冷冻需要的不同降温速率要求等而研制的。深冷处理改性技术对节省材料,提高工作效率,提高加工质量,降低成本具有十分明显的效果,该技术的优良特性可以和当今各种镀膜技术、离子注入技术组合、即深冷处理+镀膜(注入)技术,形成新的工艺技术,总之,深冷处理技术在十分广泛的领域均可得到应用,如:
科研、教学、材料实验和检测部门的相关应用
硬质合金刀具、刃具、钻头耐磨性能和使用寿命的提高
高速工具钢刀具、刃具、量具、钻头耐磨性能和使用寿命的提高
金刚石钻头、锯片、顶锤的性能改善和热稳定性的提高;
精密机械零件尺寸稳定性的提高;
机械制造中热作模具、冷作模具抗冲击能力和使用寿命的提高;
油嘴、弹簧、齿轮、轴承耐磨性能和使用寿命的提高。
铜合金材料、电器、通讯铜插件的使用寿命成倍提高。
③深冷箱的结构
深冷处理箱,由冷藏柜和液氮贮槽构成,它是内层箱和外层箱两层嵌套,上部设有开盖的箱式结构,内层箱为冷处理箱,由液氮冷却,外层箱是冷柜。该设备能完全满足小容量深冷(-80℃~-180℃)处理要求,冷处理温度范围宽,控制精度高,设备投资低,既可作冷处理用又可作冷藏箱用。 其特征为所述处理箱由内层箱和外层箱两层嵌套,上部设有开盖的箱式结构,所述内层箱为冷处理箱,箱体内侧设有蛇形管换热器,蛇形管上端入口处与取液氮管连通,取液氮管的另一端与液氮贮槽连通,所述外层箱是一个冷柜,上设开盖,下部和侧面分别设有制冷压缩机,液氮制冷罐。数字程序控制仪表及触摸屏数字无纸记录仪。
二、控制系统硬件配置:
程序仪表AI-708PE5L4L1L1S;AI706ME5J0J0J0L5L5S;AI-2057C触摸屏数字无纸记录仪。SZDJLSLX-4186型超低温深冷箱程序控制深冷箱配套100L自增压液氮容器;真空绝热输液软管;温度传感器选用PT100铂电阻;控制系统见下图1。

三、温度程序控制及自整定
1、自动控制功能:程序仪表温度设定,宇电AI-708P程序仪表,的程序编排是按统一-采用温度-时间-温度格式,其定义是,从当前段设置温度,经过该段设置的时间到达下一温度。温度设置值的单位都是℃,而时间值的单位都是分钟;
2、数据记录:AI-2057无纸记录仪全屏显示温度数据,,采用CF卡1~4G存储记录空间;数据保存按先进先出的原则,转存数据点立即保存;数据通过读卡器在PC上直接打开,串口备份至计算机上,用Excel电子表格打开CSV格式的数据文件;无存储功能时可作终端显示操作屏使用,主机内存可记录大约1小时的数据及报警参数,保存15条升降温程序配方在中。采集的数据可通过CF卡在计算机上打印,也可在无纸记录仪上用微型打印机来打印报表曲线。
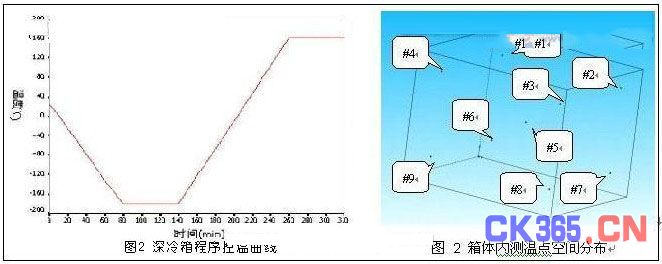
3、程序设置:设置深冷箱控温经过为:25℃经过80分钟降到-180℃,-180℃保温60分钟后经过120分钟升温到160℃,然后在160℃保温60分钟停止。控温曲线如下图2:
自整定的方法:程序控制深冷箱采用AI调节器 结合PID调节、自学习及模糊控制技术,实现了自整定/自适应功能,及、无欠调的精确调节,性能远优于传统PID调节器。自整定是让温控器执行ON/OFF(位式)控制,经2-3次振荡周期后仪表内部微处理器根据位式控制产生的震荡,分析其周期、幅度及波形来自动计算出M5、P、T等控制参数。PID参数合适的PID参数。自适应是PID调节过程,通过判断输出和偏差的变化再对PID参数进行微调以作为自整定参数不准确的补充。有时候还需要人工干预微调改变PID参数。
4、系统监测:在环境恒温在25℃。在工作腔内用支架空间分布9个测温点,温度传感器用Pt100;分别在深冷箱内温度达-180℃和160℃并且保温20分钟待工作腔内温度稳定后开始测温。其中测温点的分布如上图所示:图 2 箱体内测温点空间分布
5、控温结果与分析:深冷箱在-180℃最大温差为0.97℃,最小温差为0.21℃;在160℃时最大温差为1.35℃,最小温差为0.88℃;具体温差带如下图3-4。
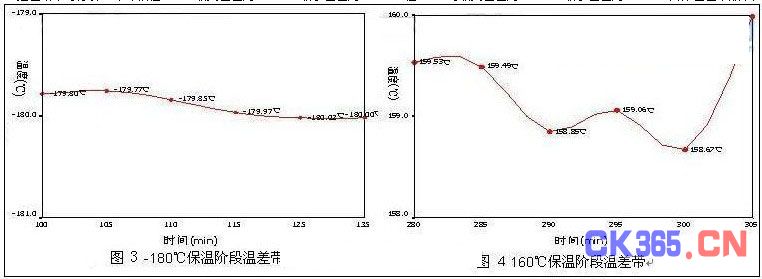
通过对分析数据可以看出,程序控制深冷箱在温度均匀性方面表现非常出色,尤其是在低温方面温度均匀性小于1℃,从而有效地保证了工件深冷处理效果的稳定。分析均匀性原因如下:
AI智能化的PID控制。作为一种线性控制器,它根据给定值和实际输出值构成控制偏差,将偏差按比例、积分和微分通过线性组合构成控制量,对被控对象进行控制。PID控制系统原理图如下图5:

e(t)为控制器输入,它是给定值和被控对象输出值的差,为系统参考输入(设定值),y(t)为系统输出〔被控量)e(t)=r(t)-At), r(t),称为偏差信号。深冷箱PID算法可以智能修正偏差量使得控制温度尽可能吻合设定温度。从而保证了深冷箱的控温精度。
6、控制参数指标:程序仪表可采用PID多段自动调节,实现定温控制和降温速率控制,所有参数可灵活设置,多达15种工艺曲线,每段温区可自行设定,降温速率从0.3℃/分~2℃/分 特殊深冷工作模式,降温速率从1℃/分~10℃/分 普通深冷工作模式,程序控制仪表直接与触摸屏连接,通过屏上触摸设置参数,显示工作状态,实时温度曲线。打印历史数据曲线等。
程序控制深冷箱性能参数如下:
温度控制范围 200℃~-190℃
温度均匀度:±1℃,温度平衡后0.5h
控温精度:±2℃
降温速率:1~10℃/min
升温速度:1~10℃/min
保温时间:任意设置
加热器:电阻式
控制方式:程序仪表控制
7、工作腔温度均匀保证:深冷箱结构采用内腔、外壳分离,中间用硬质聚氨酯泡沫作保温层。聚氨酯泡沫是泡沫聚氨基甲酸酯的简称。硬质聚氨酯泡沫塑料的热导率为 ,硬质泡沫聚氨酯中的气泡绝大多数为封闭气孔 因而吸水率特别小,吸湿对热导率的影响也很小。正是这种保温材料有效地阻止了深冷箱对外的热交换,使工作腔均匀保温。
同时深冷箱采用多元喷射,并配有涡流分风机搅拌单元。这种结构保证了当液氮进入工作腔时呈发散状,再经过涡流风机搅拌单元使剩余的湍流气、液相氮均匀的进入工作腔,为工作腔提供均匀稳定的冷源。
四、人机界面无纸记录仪操作控制应用:
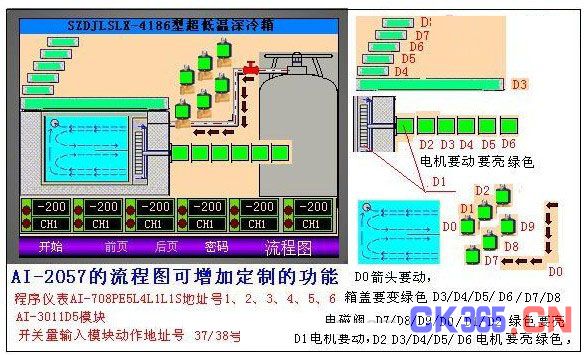
在人机界面实时监控多台SZDJLSLX-4186型超低温深冷箱,在触摸屏流程图上实时监控运行状态,群控低温深冷箱,用开关量输入模块AI-3011D5M模块来实现低温深冷箱运行状态的反应。
①实时程序监控6个数据,运行状态与数据同时显示,动画编辑安装通讯地址来安排连接。图6
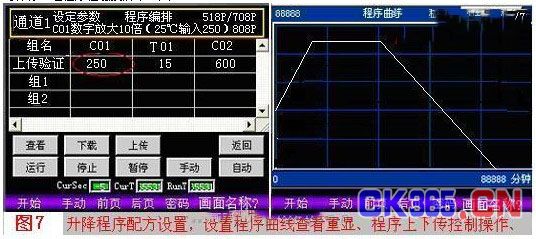
②触摸屏参数设置、升降温程序配方曲线保存上传、下载:
对于518P、708P、808P程序参数设置,点击【A】框,进入【手/自动、编程设置控制平台】;图5所示的编程界面:出现【通道一 程序编排设置】;程序编排平台用组别配方来设置程序段【C01】和【T01】表示,以【组1】为例:点击选中【组1】点击组名【C01】下面的数据框输入温度值【250】(注:在温度栏C01输入的数值要放大10倍如25℃输入的数据是【250】放大10倍);点击组名T01下的时间段写入实际时间值分钟如15分钟写入【15】;设置好程序配方选中配方组如:【组1】在菜单条中点击【查看】可看到已编排的曲线图形;点击【返回】;选中编辑好的配方组【组1】点击【下载】操作,已编排的程序就下传给程序仪表;即时可操作【运行】【停止】【暂停】【手动】【自动】【返回】。采用【上传验证】仪表中的程序曲线来检验程序是否下传,程序配方可保存15组程序在触摸屏中。图7
③采集数据保持:在CF卡内,采样时间默认为6秒,用户可以设定的范围是:6秒~3600秒;内存转CF卡存储间隔默认为60分钟,用户可以设定的范围是:60分~300分;转存数据按每小时为单位1个数据包;数据保存按先进先出的原则;
触摸屏的外插CF卡来保存数据;【强烈建议断电后拔插CF卡】!标配1G的电子硬盘。
可扩展CF卡1~4G存储记录空间;数据可通过微型打印机打印数据报表、曲线;或通过CF卡存储数据用读卡器在PC上用图形软件直接打开;也可通过串行COM2口备份Excel电子表格数据至上位计算机。CF卡内:【AL】数据包是报警报表;【DL】数据包是数据报表;按年/月/日/小时来保存数据源文件。
④多曲线观察深冷箱运行情况:在触摸屏上用多曲线的形式来直观的显示CF卡记录中的数据,显示该时间段内相关通道间被测量的变化关系。按通道顺序排列1、2、3、4固定组合在一起的通道组合,对于需要比较关键参数通道可将仪表地址编排在同一组显示趋势曲线,这样就更好的进行比较分析工艺参数的对象变化。点击【数据框】返回【实时画面】通道。点击【S】可选择启用单条或4条曲线显示趋势变化;查询历史数据设置起始时间及时间跨度;设置数据范围使曲线显示在图表中央,不同的数据范围启用单条查询。历史画面的功能画面右下角 点击【S】查询,触摸屏显示是当前的起始时间,改倒退起始时间:年/月/日/时/分/秒;修改时间跨度:时/分/秒设置;点击【确认】按钮,系统即刻显示历史曲线、数据报表;报警报表。
⑤计算机图形软件使用:专为无纸记录仪开发的,一个可在个人计算机上运行的工具软件,其作用是用来将HMI屏上加密记录在CF卡上的数据集中管理,便于用户查询数据报表,查看历史曲线,并可以对其进行打印的功能。点击【查看报表】按钮,可以显示打开的记录数据与报警记录的文件或是用户从CF卡里查询到的数据,以报表的形式显示出来。如下图8:
⑥数据微型打印机打印:
1、历史曲线可同时打印4条:有2种方式:在屏的历史曲线画面才能实现打印曲线功能!
左上角的蓝色“Print”:打印屏上所显示的曲线内容;1条或选4条同时打印;
左上角的红色“Print”:打印设置中所查询到的曲线内容;1条或选4条同时打印;
右下角的“S”设置,有关打印机纸张宽度的设置,如果您的打印机的纸张太宽或太窄,可以通过设置“打印纸张宽度比例”这个值来调整,他的范围是“0%~500%”
2、历史数据可同时打印5个数据:有2种方式:在屏的历史数据画面才能实现打印数据功能!
(1)左上角的蓝色“Print”:手动打印屏上所查询到的报表内容;每行5个数据;
(2)右上角的红色“Print”:手动打印当前刚刚采集到的报表内容;每行5个数据;
(3)右下角的“S”设置,有关打印报表的设置,
a.如果您想自动打印采集到的报表,可以启用“选择是否自动打印”的功能。
b.“自动打印时间间隔“的设定,是设置多长时间后,打印机开始自动打印。如果此值设为0,则自动的实时打印报表。
c.打印纸宽57mm每次打印5列1行数据,每行5个数据;大于5列数据换行打印;您可以通过设置“打印起始列和打印终止列”来设置您所要打印的那几个连续列的数据。
d.每列数据可打3000行,每1行数据间隔就是:数据报表采样时间【 6 】秒(可设置)。
查询打印可打3000行数据;3000×6秒=18000秒÷3600秒=5小时;
深冷箱配备了程序控温仪,无纸记录仪实现了自动控制。宇电AI程序仪表对深冷箱温度均匀控制大到了预定的目标:低温段控温均匀度值<1℃;②高温段控温均匀度<2℃。这个性能指标完全避免了工件批处理时因在工作腔中摆放位置不同,而引起深冷处理效果的迥异。从根本上解决了以前深冷处理过程的不稳定,解决了批处理工件次品多这种通病,将我国小型深冷设备技术推向了一个新的高峰。






