一 引言
由于建筑行业的迅猛发展,对于各种型号的砖构件需求量日益加大。用于建筑业的砖构件原材料粘土日益减少,而且土地回生能力很弱,原先制砖对土地支持消耗巨大;并且实心红砖产品型号单一,难以满足各种场合的应用要求。
砌块成型机可采用砂、石、粉煤灰、煤渣、煤矸石、尾矿渣、陶粒、膨胀珍珠岩等工业废料加工成各种新型墙体材料。生产出的砖、空心砌块不用烧结,节约 国家土地,煤炭,无污染,能提高工程速度,减轻楼体重量,空心率高,隔音保暖,冬暖夏凉,抗风化,原来来源丰富,质量好且生产工艺简便,投资少见效快,适 应性广,前景广阔等优点。
砖机设备上已经大量使用了电气自动化设备,很多设备都由原先的手动生产发展到全自动生产,不但提高了设备的技术含量,而且提高了自动化生产的工作效率。
二、工艺介绍
砌块成型机的工艺主要由四个部分构成:
1)、液压系统:
液压系统的主要功能在于控制模具的模头、模箱的升降。使用液压系统可以有效的平稳加压,避免设备有太大的冲击力。
2)、主机:
主机的整个机架焊接而成,其中模具采用线切割加工工艺制造,保证砌块砖光滑无毛刺,尺寸精准,对于振动电机,目前行业中部分客户使用普通电机,还有一些客户使用的是变频器来带载电机,有效的提高了由于频繁起停造成的电机烧毁的情况。提高了系统的可靠性。
3)、出砖输送带:
出砖部分主要功能是将成品砖送离砌块机。在出砖部分还有扫灰电机,它的主要作用是清理成品砖上的废料,当砖头凉干后就不会有废料粘面而且保持砖头的清洁。
4)、模具
根据客户的不同需求,可以搭配有多种的模具,选用不同的模具可以生产出不同要求的砌块形砖,适合各种场合的应用。
三、技术方案
3.1、方案框图

a)、该技术方案采用HMI+PLC+MDI的方式.
b)、目前的砌块成型机PLC的点数是控制在60点即可。采用艾默生EC10系列 60点主模块,不需要扩展模块,刚好满足客户需求。
c)、变频器该客户选用某品牌的通用型变频器。主要做调速使用。
d)、HMI该客户选用台湾威伦的产品。
e)、触摸屏和PLC进行连接,PLC控制变频器的频率更改和频率设定,PLC和变频器
通讯采用标准的MODBUS协议。该变频器控制生产电机运行频率,以达到调节生产效率。
3.2、程序设计
此次编程采用顺序功能图(Sequential Function Chart),利用顺序功能图的过程划分和步骤间转换功能。可将程序段进行模块化自由组合。
由于顺序功能图编程具有直观和流程化的特点,分解后的每一步骤和每个转换条件都为相对简单的程序过程,在顺序控制领域应用比较广泛。
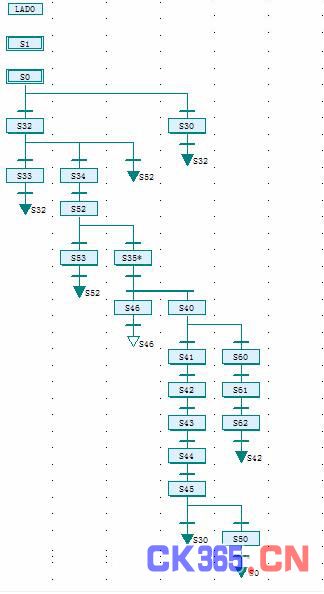
经过对工艺的了解可以分为以下几个部分:

本机分两种工作方式:手动、自动。开机前先选择手动方式,手动按钮全部为单键启停按钮,按一下为启动,再按一下为停止或到位开关自停。在人机界面手 动画面里有“取消互锁”的触摸键,打开时为灰色,这时互锁制约取消,此时各按钮为点动模式,方便调试机台,各限位开关都调整好时一定要关闭该键以恢复互锁 制约。
这对保护机台安全至关重要,关闭时该键为白色。启动油泵后,手动测试压头、模框、
料车、送板、成品、输送动作全部正常后,设定好生产模数、布料次数、进退布料时间,将手动/自动开关置于自动位置,按压自动开始或触摸屏启动键,成型机即按预先设定程序
走下去,直到达到生产模数或按停止结束。
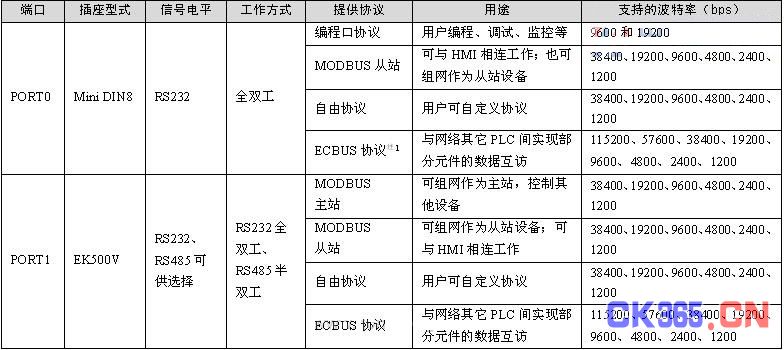
3.3、PLC通讯协议设置
EC10系列PLC主模块提供了两个串行异步通讯端口,分别为PORT0和PORT1。通讯口特性如表所示。
表5-1 EC10系列主模块通讯口特性
3.4、HMI通讯设定
WINVIEW端需要设置好通信口的格式,设置界面如下
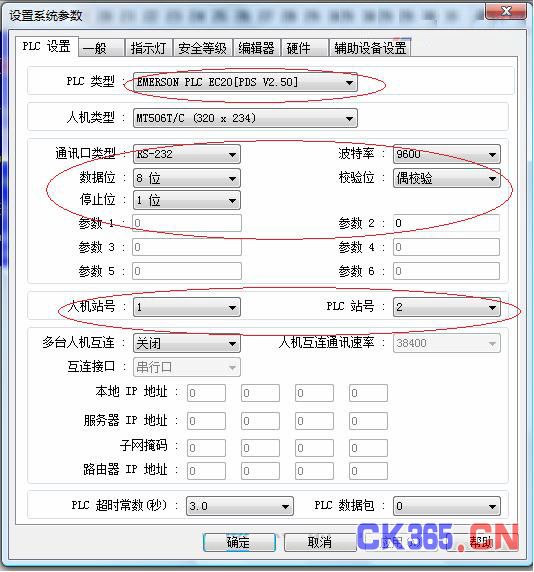
触摸屏因其能够实时、形象且生动的显示当前设备的运行信息而在工业上得到广泛的应用。
A)、触摸屏和PLC的连接通过RS232端口进行,PLC的类型选择EMERSON PLC EC20[PDS V2.50].
B)、触摸屏作为主站PLC作为从站,采用MODBUS主从式协议进行通讯,PLC从站地址选择为2,触摸屏主站地址设置为1.
C)、触摸屏和PLC的通讯串口都设置成
波特率:9600 奇偶校验:偶校验
数据位:8 停止位:1
砌块成型机的画面如下:

可以在触摸屏上对砌块成型机的手动、自动状态、流量压力、延时进行设置,也可以显示当前的信号状态。
这些窗口均较为生动反映了当前设备的运行信息,通过触摸屏的应用,我们能够实现系统实时监控,并在下一级应用中间将之纳入到设备管理系统监控系统中间去,为设备优化提升进一步空间。
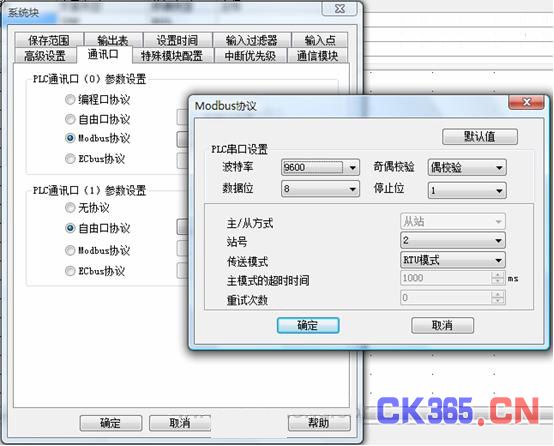
3.5、变频器通讯协议设定
变频器采用某品牌的通用型变频器,PLC通过MODBUS协议进行通讯。

变频器频率给定通过PLC给定方式,变频器支持MODBUS协议,可与EC10 PLC组成485网络,PLC采用通讯口1作为和变频器通讯的端口,采用通用的MODBUS RTU主从协议进行通讯,PLC主站设置为1,变频器从站设置为2。
以下为PLC主站设置:
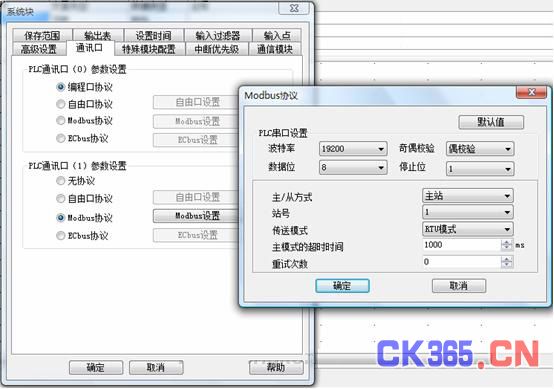
变频器端通信参数设置:
表2-1 变频器通信参数设置

某品牌通讯协议:
变频器是采用一种异步串行的主从MODBUS协议,该通讯协议的数据格式分为RTU(远程终端单元)和ASCII模式两种通讯格式。
和艾默生EC10通讯采用MODBUS RTU方式进行通讯。RTU模式中,每个字节的格式如下:
编码系统:8位二进制,十六进制0~9、A~F每个8位的帧域中,包含两个十六进制字符。
在RTU模式中,帧总是以3.5个字节的传输时间静默,作为开始。RTU的数据格式为:
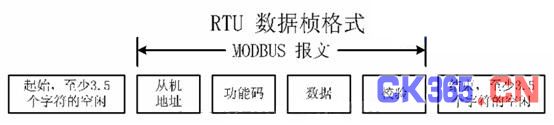

按照某品牌变频器的通讯说明,通用的变频器的功能码如下:
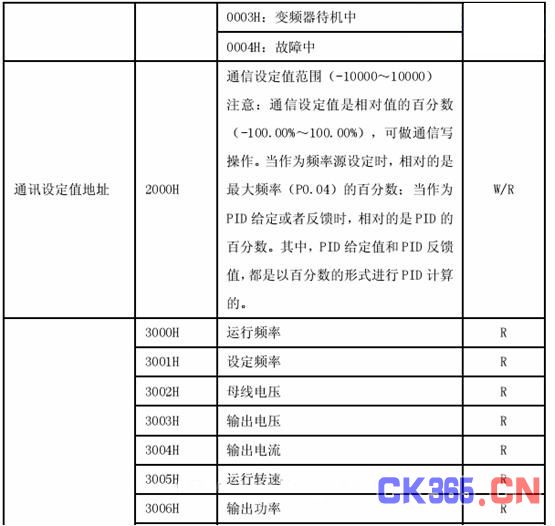
帧格式为:站号 功能码(03H) 起始地址高位 起始地址低位 数据个数高位 数据个数低位 CRC低位 CRC高位
所以,如果上位机通讯读取变频器频率的协议帧如下:
改写通讯变频器的频率的协议帧如下:
艾默生PLC通讯:
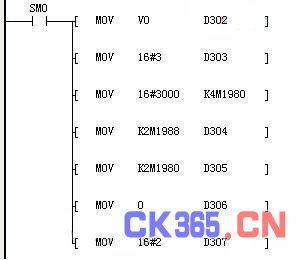
通讯组帧功能部分,通过字数据传输指令(MOV)可以将数据组成通讯帧,从D302开始到D307结束。艾默生的MODBUS协议自动在通讯帧的后面加了CRC校验,不需要使用者计算CRC校验。
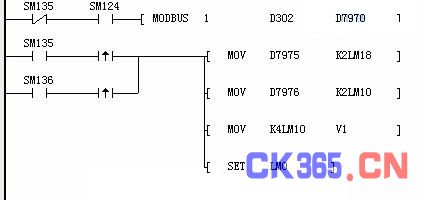
SM135:通讯口1的MODBUS的通讯完成
SM124:串口1空闲标志
SM136:通讯口1的MODBUS的通讯错误
利用标志位进行通讯互锁,MODBUS指令发送数据串,接收数据放入D7970中。




