一、概述:
注塑机是将塑料颗粒加热至液态,射入模具型腔;
注塑机是一种专用的塑料成型机械,它利用塑料的热塑性,经加热融化后,加以高的压力使其快速流入模腔,经一段时间的保压和冷却,成为各种形状的塑料制品 。
1、注塑机的工作循环
1)锁合模:模扳快速接近定模扳(包括慢-快-慢速),且确认无异物存在下,系统转为高压,将模板锁合(保持油缸内压力)。
2)射台前移到位:射台前进到指定位置(喷嘴与 模具紧贴)。
3)注塑:可设定螺杆以多段速度,压力和行程,将料筒前端的溶料注入模腔。
4)冷却和保压:按设定多种压力和时间段,保持料筒的压力,同时模腔冷却成型。
5)冷却和预塑:模腔内制品继续冷却,同时液力马达驱动螺杆旋转将塑料粒子前推,螺杆在设定的背压控制下后退,当螺杆后退到预定位置,螺杆停止旋转,注射油缸按设定松退,预料结束。
6)射台后退:预塑结束后,射台后退到指定位置。
7)开模:模扳后退到原位(包括慢-快-慢速)
8)顶出:顶针顶出制品。
2、注塑机的电能消耗
注塑机的电能消耗主要表现在以下几个部分:①液压系统油泵的电能消耗 ,②加热器的电能消耗 ③循环冷却水泵的电能消耗(在注塑车间内,一般多台注塑机共用一台冷却水泵),其中液压油泵电机的用电量占整个注塑机用电量的80%以上,所以降低其耗电量是注塑机节能的关键。首先把模具温度提高到一个设定值,然后开始给模腔注射塑胶,在注塑机完成保压转入冷却后,开始注入冷水,模具温度很快下降到一个设定值后开模,再向模具吹入空气把冷水完全吹走,完成整个注塑过程。
二、解决方案:
1) 以AI-7048D5型多回路控制触发固态继电器来进行温度控制的方式。可以进行温度控制方案编程,保存每种材料的控制参数,提高温度控制精度。4个给定值SP1~SP4 任意设定。
2) 每个分区控制用独立的传感器来对每个电砖进行独立温度采样和独立输出控制,提高控制的柔性。
3) 对加热元件的控制采用AI模糊控制技术,减少PID调节的波动性,减小控制滞后,提高了设备的可靠性,并缩短设备的生产调试时间;
4) 采用触摸屏作为人机界面,充分应用人机提高机器的自动化程度,实现软PLC功能,设备应用美观操作方便。HMI触摸屏人机界面采用RISC CPU、32M大容量内存,每通道数据刷新时间50毫秒;选配储存卡槽采用外插拔标配1G的电子硬盘,可扩展CF卡1~4G存储记录空间;数据保存按先进先出的原则,转存数据点立即保存;数据通过读卡器在PC上直接打开,串口备份至计算机上,用Excel电子表格打开CSV格式的数据文件;无存储功能时可作终端显示操作屏使用,主机内存可记录大约3小时的数据及报警参数。
三、控制系统方案概况:
机器的各种动作和运动控制也由PLC进行,人机界面采用触摸屏,可以在屏幕上对温控模块进行参数设定和修改,并随时查看各个电砖的温度情况和生产情况。在人机上可增加控制按钮如:【开启/停止】、【顺序加热】、【就绪功能】、【倒计时结束】、【控制/待机】、
1、顺序加热控制:
设定:按【顺序加热】为1# 仪表开始加热到控制温度(180℃)同时计算加热到170℃时,与控制目标180℃,差10℃时(170℃),之后立即启动其他的回路加热(温差范围可设定);即给其他仪表下传给定值+180℃在仪表的SV窗口显示【180】℃;( 设置SV值0℃停止,设置+180℃加热)
2、就绪功能控制:
设定:【就绪功能】为所有的加热回路加热到设定温度(180℃)后,【倒计时结束】5~60分钟(时间设定)后驱动一个逻辑输出点动作,(开关量输出模块3013接点D1);
3、每一路温控可单独设置:控制温度(SV);待机温度、(SV);超温温度;设定:控制、待机温度控制:在设置界面上按下【控制 / 待机】按钮系统以一个较低的温度运行例:控制温度为180℃、待机温度为100℃; 人机界面控制面板 图1
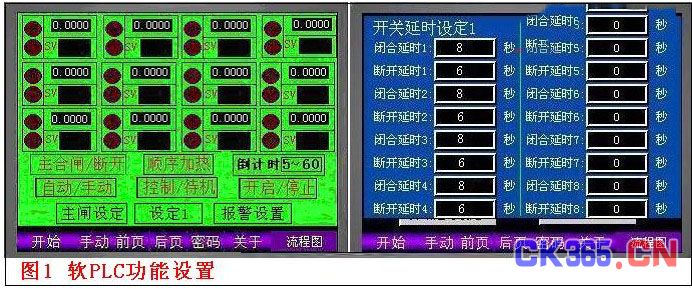
当工人中午下班时按下【 / 待机】按钮系统以100℃运行,上班再次按下【控制 / 】按钮时又以180℃运行,此为手动控制模式(注:设立控制与待机2个SV设定窗口;设有【手动 / 自动】按钮切换;
设定:用时钟来实现自动控制,如:在中午12:00下班时自动待机【 / 待机】温度自动控制在100℃;1:30又自动回到【控制 / 】温度控制在180℃,( 时间可设置,24小时轮回 );
4、设定:独立的开关启停给定值 (设置SV值180或0 ) 作为【开启 / 停止】参数;
四、系统优点 :
采用本系统可以有如下优点:
温度控制模块则采用4路PID温度控制模块,温控模块本体带SSR的电压温控输出,因此集成度非常高,而控制性能也大大提高,而造价则大大降低。
以AI-7048D5型4路来进行温度控制的方式,可以自动按设定的温度将加热板调节到预定温度。在触摸屏上可选择【控制】于【待机】这样可以省去大量的设备试机和预热时间,提高设备的生产率。
采用AI-2057无纸记录仪触摸屏作为人机界面,可以随时直观地了解设备的生产状况,提高机器的现代化程度和自动化程度,方便操作,可以实现1人多机。系统可以对设备生产的设备故障和操作失误进行报警,提高设备的安全性。
实时观察:用多曲线的形式来直观的显示4个通道的曲线于数据,实时显示该时间段内相关通道间被测量的变化关系。按通道顺序排列1、2、3、4固定组合在一起的通道组合,对于需要比较关键参数通道可将仪表地址编排在同一组显示趋势曲线,这样就更好的进行比较分析工艺参数的对象变化。点击【数据框】返回【实时画面】通道。在历史曲线画面点击【S】可选择启用单条或4条曲线显示趋势变化;查询历史数据设置起始时间及时间跨度;设置数据范围使曲线显示在图表中央,不同的数据范围启用单条查询。历史画面的功能画面右下角 点击【S】查询,触摸屏显示是当前的起始时间,改倒退起始时间:年/月/日/时/分/秒;修改时间跨度:时/分/秒设置;点击【确认】按钮,系统即刻显示历史曲线、数据报表;
故障查询:具有故障报警功能,当传感器开路(274℃ / 900℃)、短路(-208℃)、超温报警功能;报警时人机显示故障名称:【传感器开路 / 短路】,并驱动一个逻辑输出点动作:(开关量输出模块3013接点D3);
应用过程中区别对待报警类型,对超温温度的应用:为测量温度大于控制温度加上超温温度时输出报警信号(在屏的软件上增加偏差报警功能,可设定【超温报警】值,(开关量输出模块3013接点D2);
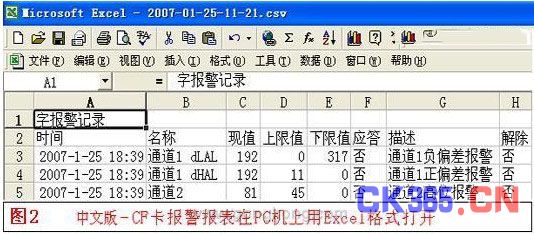
所有的报警将记录的CF卡内,便于追忆故障。图2
如改用程序模块AI-708P来控制,在内存可以保存不同材料的控制的程序方案,这样,在使用本设备已经加工过的材料时,可以直接调出过去的控制方案,假如有更优的方案,可以更新保存的方案,进一步节约用户的时间。
五、设备调试
1、控制系统型号:AI-7048D5型4路PID控制器;AI-3013D5开关量输出模块;AI-2057C无纸记录仪(HMI人机介面)
2、参数设置:AI-7048D5型4路PID控制器; 参数图表3

3、自整定:由于热溶胶机带负载功率大小不一,设置界面具有自整定功能按钮;自整定实现0与1的关系;对于熟悉的系统可直接输入已知正确的P、I、D、CtI,无需启动自整定(AT)功能。
自整定是让温控器执行ON/OFF(位式)控制,经2-3次振荡周期后仪表内部微处理器根据位式控制产生的震荡,分析其周期、幅度及波形来自动计算出P、I、d等控制参数。系统在不同给定值下整定得出的参数值不完全相同,执行自整定功能前,应先将给定值设置在最常用值或是中间值上,如果系统是保温性能好的电炉,给定值应设置在系统使用的最大值上,再执行启动自整定的操作功能。设置参数dF(回差)的设置。
每个通道可独立自整定,整定出各个温区的温度。
将原来的分区控制改为对每个电砖进行独立温度采样和独立输出控制,可以对热板进行温度控制方案编程,可以按逐个电砖进行控制,提高温度控制精度和加工质量,提高生产控制的柔性,达到准确、平稳、快速的目标。
采用AI模糊控制方案技术结合PID算法控制,可以减少常规PID调节的波动性,减小控制滞后,提高了设备的可靠性,并缩短设备的预热调温时间。
可以将加热元件的温度状况与设备其它动作以最优的方式相结合,保证设备在最佳条件下进行工作,减小试生产时的材料消耗,提高设备的安全性,保证设备所生产的产品质量完美。






