1引言
天津华璟酸洗线成套项目:根据现场工艺要求,由于酸洗后的热轧板宽度为850mm,厚度2.75-5mm。系统对张力要求较高,在卷曲过程中需要恒定平稳的张力。本工程采用艾黙生TD3300-4T1320G张力控制专用变频器与EV3000-4T0550G矢量控制变频器相匹配组成张力开环系统,TD3300用作系统开卷机和收卷机的驱动电机,EV3000作为系统主牵引部分。这是艾默生变频器首次应用于大型热轧板卷曲,开卷张力系统中。现场操作控制方式为SM-PROFIBUS-DP总线方式,采用此总线控制方案,操作简单、便与维护、系统工作稳定性高、提高工作效率。
2方案确定
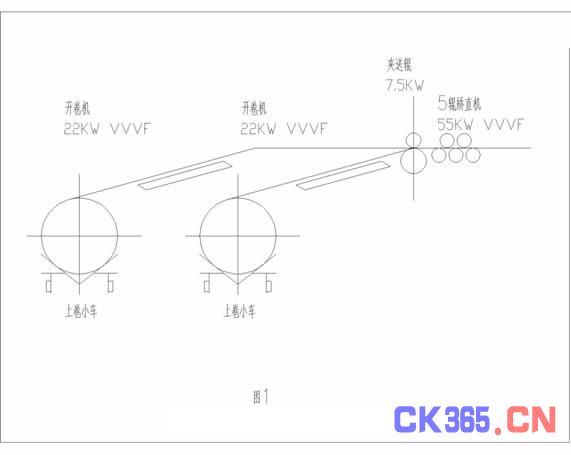
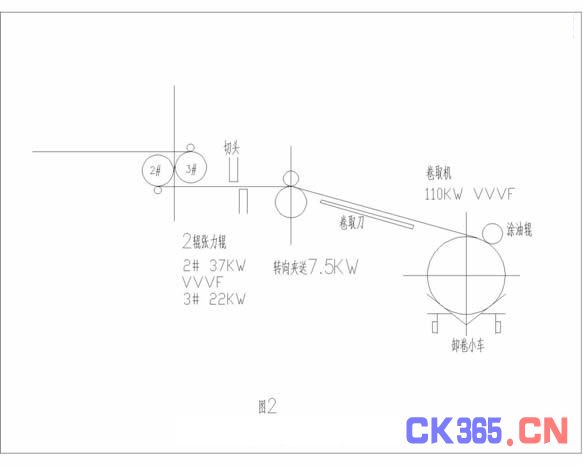
(1)现场为两条相同的酸洗线,每条酸洗线变频器及相对应的电机配置如下:见图1、2
•2辊张力辊变频器: EV3000-4T0550G 1台;
•变频电机 Y2VPEJS280S-61 1台;
•5辊矫直变频器: EV3000-4T0550G 1台;
•变频电机 YTSP280M-6 1台;
•收卷变频器: TD3300-4T1320G 1台;
•变频电机: YTSP315M2-6M 1台;
•开卷变频器: TD3300-4T1320G 2台;
•变频电机: YTSP225M-6 2台;
• 卷曲机和开卷机为变频电机并加装旋转编码器。
• 辅助传动是由一台S7-400PLC并配置1台ET200远程I/O子站实现;
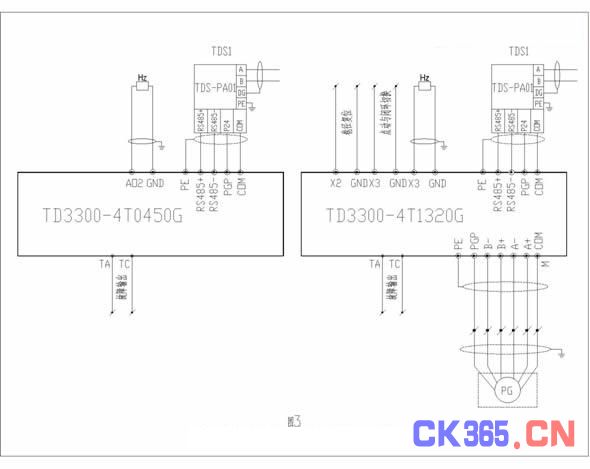
• 酸洗线控制系统配置:采用SM-PROFIBUS-DP总线与总线适配器TDS=PA01通讯控制变频器,操作方便简单。见图3
(2)张力系统选择
•采用速度差建立张力系统(速度建张)普通变频器可以满足,张力值不准确,在实际工艺中驱动板材运行的张力辊和卷曲轴都是主动辊,对速度匹配要求极高,当速度出现偏差就会使板材出现褶皱或偏中,板材卷曲会出现松紧不一致,精度控制不稳。
•采用张力计检测系统张力,系统控制精度高,工艺全过程要求张力闭环控制,成本造价高,工艺繁琐,不被采用。
•零速建张力系统,在开始卷曲的同时建立起张力系统,有足够大的张力使板材之间绷紧,卷起板材全过程恒张力运行,通过SM-PROFIBUS-DP总线方式控制把张力辊AO1的线速度输出作为卷取机TD3300变频器的线速度输入。张力恒定速度匹配精准受到客户的高度认同,实现无人看守操作,控制线路维护简单方便。
3电气方案解析
根据工艺要求,对变频器进行如图3的设计
本系统采用的是siemens公司的S7系列PLC与艾默生TD3300,EV3000变频器通讯,笔者提供相应的GSD文件配置在上位机的应用程序中,并带有指令解析的对照表,与PROFIBUS总线接口模块之间进行通讯连接,通过上位机“控制字”的发送和对变频器“状态字”的读取来进行控制。将FF.20连接到PZD区,对运行张力进行时时监控,使设备稳定运行。
主速度通过总线适配器TDS-PA01与SM-PROFIBUS-DP总线网络连接对张力辊变频器EV3000进行给定。通过网络信号传输,采样张力辊输出的线速度作为卷曲机变频器TD3300-4T1320G的线速度输入。卷曲系统工作在张力开环控制模式下,为了更好的零速建张,使板材不出现松弛,把(X3)做为点动与闭环矢量切换。有卷径计算,每次工作完成后需要把卷径复位,故将(X2)端子设定为卷径复位。
在张力开环控制下旋转编码器选择正确十分重要,编码器输出与变频器接口相匹配,否则直接影响变频器准确工作。现场电机与变频器之间距离有130米,对编码器的硬件指标要求很高,选择长线驱动型,差动型输出,8-24V HTL型编码器,将码盘+V接到变频器PGP 端子上0V与COM相连,编码器与变频器的A+与A+,A-与A-,B+与B+,B-与B-,相对应连接,把CN4跳到DI侧。
张力开环系统中,电机运行有两种状态,即电动状态或发电状态。在卷曲张力开环系统中(张力辊与卷曲机之间构成卷曲张力系统),张力辊在运行的时候永远处于发电状态。所以,把控制张力辊的变频器配置相应的制动单元及自动电阻,将发电状态下的多余能量消耗掉。同样,在开卷张力开环系统中(开卷机与五辊矫直之间构成开卷张力系统),把控制开卷机的变频器也配置相应的自动单元及自动电阻。
4调试过程:
1. 初步检查变频器,电机,旋转编码器的接线及参数设定。
•电机铭牌参数:
准确记录电机参数,并把数值分别设定到F1.00-F.05中。
•旋转编码器:
型号:EC40A6-L6AR-1024 瑞士(宜科)
注:原旋转编码器型号:E6B2-CWZ6C(欧姆龙)为客户选定
1024线输出,工作电压24VDC 长线驱动型,差动输出,8-24V HTL型编码器
注:重点检查旋转编码器与变频器的接线方式是否为差动式接线方式。
Fb.00=1024
Fb.01=0
Fb.02=0
Fb.03=5s
2.变频器对电机的自动调谐
正确输入电机铭牌参数,并认真核对。
检查电机与负载完全脱离,使电机处于完全空载状态,对电机进行自动调谐,以获得被控电机的准确电气参数,自动存入F1.11-F1.16参数组中。
注:电机运行时不能进行自动调谐。
3.在键盘控制模式下测试电机的驱动能力是否正常,编码器工作是否正常。
在开环矢量状态下,用键盘控制变频器对电机进行空载旋转,观察变频器运行状态一切正常,到电机旁,对电机进行仔细观察,看电机的安装平稳状况,电机轴的动平衡,电机是否有异常的声音。一切正常后,分别加不同频率进行空转。
在闭环矢量状态下 (F0.02=1,F3.06=3)运行,变频器起车报E001或E010故障,转到开环矢量状态后就恢复正常,经过几次测试结果相同。初步确定故障原因不在变频器,测量编码器开环矢量输出脉冲电压A,B与M之间8-13V波动,静态输出脉冲电压幅值为3.5V,检查屏蔽线接线完好,是单端接地。可能传输信号受干扰,现场没有欧姆龙编码器E6B2-CWZ6C的说明书,为了拿出充足依据让客户更换编码器,与欧姆龙客服反复沟通,得知E6B2-CWZ6C型的编码器传输距离只有10米,根本满足不了实际需求,旋转编码器为TTL输出。开路集电极输出编码器抗干扰能力差,不适合远距离工作。建议更换HTL型差动输出旋转编码器传输距离为100米。更换编码器后,变频器在闭环矢量模式下运行继续报E010故障。测量旋转编码器静态脉冲幅值电压A与A-,B与B-之间电压为22.5V,A、A-、B、B-与M之间电压为10.5V与旋转编码器正常工作状态相同,客户开始怀疑变频器有问题,经过反复调试结果不理想。询问客户,旋转变频器到变频器柜之间准确距离,可能是不足100米,为了逐步排除故障原因,自己亲自拿皮尺重新测量变频器柜与编码器之间的实际距离为130米,测试另外一组卷曲系统故障相同。最后,客户同意再次更换,把旋转编码器改型号为EC40A6-L6AR-1024 瑞士(宜科)。更换后测量旋转编码器静态幅值电压为20V,运行状态幅值电压为A与A-,B与B-之间电压为0V,A、A-、B、B-与M之间电压为10.9V符合TD3300变频器接口的要求,在张力开环模式下运行一切正常。
4.惯量补偿的应用。
在张力开环模式运行时,发现电机运行的不太平滑,频率有些波动,不管怎样调节参数的设置都无法消除。
启动调谐(F2.21= 1),变频器会自动辨识系统惯量。在现场进行辨识时,机器在加速过程中出现过流,将加减速时间延长,消除过流现象。机器两次加速到40HZ后,获取的系统惯量补偿系数和摩擦补偿系数,分别存入FC.12和FC.10。补偿之后运行发现电机经常运行到50HZ,速度也很快,满足不了工艺要求,时常报过流故障。改变加减速时间也不起作用,检查参数设置正确,考虑到不会有其它因素影响电机运行,试着减少摩擦补偿发现系统运行趋于平稳,同时对系统的惯量补偿也进行调节。经过多次调整,电机运行平稳,频率稳定,达到预期效果。


