B1包装机组,是我国烟草行业在上世纪80年代至90年代从德国斯慕门公司引进的高速软包包装机组。该机组目前仍然是我国很多卷烟厂的主力机型。但是,由于该机组已使用10多年,部件老化、失效,故障率高,有效作业率不足65%。近年来,机组电气控制系统缺陷日益严重。故障后不能自动停机,以及停机状态下自动启动等,而且存在着较大的安全隐患;该机组的控制线路板技术含量高,备件组织困难,价格较高,维修成本上升;同时,控制方式落后、英文显示造成维修不便等。改造后的B1机组电气控制系统以PLC和工控机为核心。彻底解决B1机组原电气系统存在的问题。
1.硬件构成
B1包装机组分别由NF卸盘机、BE包装机、RC小包透明机、FHZ大条机和NK大条透明机等五部分组成。改造后的电控系统采用BE、RC、NF、 FHZ/NK四个独立部分单独控制和单独显示的方式。BE包装机为主机,其他三部分为从机,各部分之间增加了信息交换功能,实现B1机组的整体控制,相位控制采用绝对值编码器,从而使B1机组协调工作。B1机组(以BE机为例)改造的总体框图如图1所示。
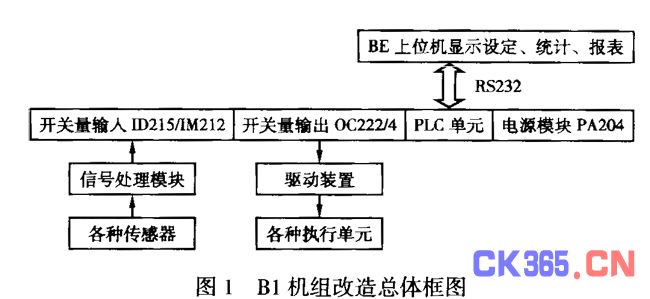
选用日本OMRON-CSI PLC为控制主机,采用温控器和PLC温控模块方式,BE、RC主电机选用普通交流电机,上位机选用液晶显示器,采用绝对值编码器。
2.系统功能
电气控制系统以PLC和工控机取代了原以计算机为核心的电气控制系统。PLC完成所有的数据采集和实时控制,启动、停车、工艺流程控制、检测等整个运行过程。工控机作为上位机,进行工控显示、完成各种操作、运行参数(包括温度参数、时间参数、速度参数等),并显示详细的故障信息,同时增设统计报表功能和预留的网络接口,为车间的网络化管理及远程数据采集提供技术支持。
该机组的BE小包机和RC小包透明机,原来均采用直流控制器,现改为由变频器带动普通异步交流电机完成驱动功能;其他7台电机,如:税花胶缸电机、盒片胶缸电机、烟支输送电机、烟包输入电机、大条透明纸输送电机、烟支搅拌电机,原来均为直流调速板控制,现全部改为相应转速、功率的交流电机,并由变频器完成速度控制功能。
机组原有NF,BE,RC,NK/FHZ四个显示屏,全部改为由工控机控制液晶触摸屏显示器,显示中文信息,完成信息数据统计,取代英文故障点显示;用工况图实现各单机工作状态的实时监控,取代单一信号灯显示。各单机的工况显示情况。
原NK/FHZ采用的旋钮式温控仪,改为PLC温控模块控制温度,并将温度显示与设定,连接到该机的工控机触摸屏上,解决调整不便,调整不准确的问题;而 BE包装机、RC小包透明机的温度控制在主电控柜上,采用温控表的控制方式,调整比较方便,在充分考虑费用和操作工、维修工操作习惯的基础上,保留此部分控制模式。增加了各种数据统计功能,如废品烟支、烟包剔除数量、各种故障点出现次数、班产量等数据,均可直接统计,并可与远程计算机联网,实现远程监控功能。
3.软件结构
软件编程采用WINDOWS 98(2000)界面下的SYSMACC200HX软件,用户可以实现以下功能:程序的输入及编辑;程序检查;PLC运行时的数据、状态的监控;系统寄存器和PLC系统各种参数的设置。软件还提供了三种编程方式:符号梯形图,布尔梯形图,布尔非梯形图。除了主程序以外,软件部分还采用了大量的子程序。以 BE机为例有:中断子程序;相位处理子程序;速度控制子程序(6个电机);输出控制子程序;推显方式子程序。
4.人机界面
B1机组控制系统的人机界面要求操作简单,易于理解。为此,设计了8个层面:用户输入密码后,按“回车”键(或按照屏幕提示按F8键,或用鼠标点击“确认”按钮)确认。如果密码错误,系统会给出提示,并请用户重新输入;如果密码正确,将直接进入“工况图”。工况图用来实现对BE包装机工作状态的实时监控。“参数设置”窗口用来实现33个角度相关参数和11个其他参数的设置。“控制”窗口主要实现对“油泵”、“真空泵”、“电热”、“检测”、“上游机”、“下游机”的开/关状态控制。在“调试”界面中,用户可以查看移位寄存器、IR以及空头调试时的状态。统计窗口主要实现对故障信息的统计分析与显示。
5.结论
改造后机组运行7个月以来,设备有效作业率平均为82%,较原来的65%提高了17个百分点,改造效果明显。上位机界面完全汉化,方便了故障的检查和排除。新设计的电控系统采用了市场上通用的电器元件,绝大多数备件都可以从国内市场上直接采购,所有的备件都比原来电控系统备件价格低,降低了备件成本,可以节约维修费用。该系统软件的统计报表功能和预留的网络接口,为将来车间的网络化管理及远程数据采集提供技术支持,具有很强的扩展功能。
目前全国共拥有德国进口B1包装机组190多套,大部分是在1988年到1994年购进的,若将该项目在全行业内推广应用,则将提高我国B1机组的整体作业率水平。






