炼钢的过程实质是将铁水中的碳及少量的磷、硅、硫等元素进行氧化的过程。在这一过程中,将产生大量的CO, CO2及其他成分的高温气体,并夹带大量的氧化铁、金属铁和其他颗粒细小的固体烟尘而形成大量的棕红色浓烟。随着环保的重要性越来越为人们所认识,能否将这些浓烟进行有效的收集、处理和利用,并向大气中排放清洁无害的气体,是一个炼钢厂是否拥有持续发展能力、国际竞争能力、甚至是生存能力的重要标志之一。济钢新建120t转炉工程中充分利用了当今世界和国内领先的自动化除尘技术。
1 工作原理
整个除尘系统一共分4部分:
1)二次烟气除尘系统。通过一台引风机,把从转炉由管道送来的烟气,经除尘器净化后,排到大气中,以达到环保的目的。
2)副原料除尘系统。主要包括副原料除尘主电动机、液力藕合器、风机及其辅助润滑油系统、冷却水等的过程工艺参数检测、显示、报警联锁、风机自动调速等。
3)LF炉除尘系统。主要包括LF炉除尘主电动机、风机、风机入口阀、除尘器等的过程工艺参数检测、显示、报警联锁等。
4)混铁炉除尘系统。主要包括混铁炉除尘主电机、液力耦合器、风机及其辅助润滑油系统、冷却水等的过程工艺参数检测、显示、报警联锁、风机自动调速等。
2 硬件配置
由于除尘环境恶劣,因此对可靠性、抗干扰性要求很高。同时由于计算机网络技术的广泛应用,透明工厂自动化已成为种趋势。因此我们选择了适合控制距离较远和分散对象的Schneider公司的Quantum系列控制系统平台。
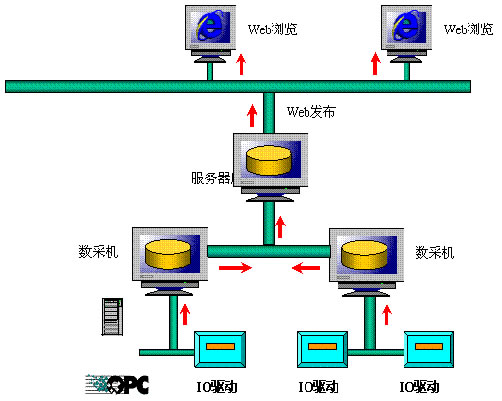
本系统以PLC可编程控制器作为基础级,以工业微机作为监控管理级。自动化控制系统采用集中/分布式结构,由4套Quantum控制器CPU53414和 4台工业微机监控站构成集散控制系统,分别用于二次烟气除尘系统、副原料除尘系统、LF炉除尘系统、混铁炉除尘系统,Quantum控制器数据处理速度达 0.09~0.45ms/K,采用RIO扩展方式,通过同轴电缆把本地主机(CPU)与远程I/O站相连,采用MB+网,将一系列TSX Momentum连接在CPU处理器上实现对现场设备的数据采集及控制。采用环形以太网实现PLC之间及PLC与监控管理级的数据互锁、数据采集与控制。监控站与服务器之间采用TCP/IP协议传输。硬件系统配置见图1。

3 软件配置
3.1 控制软件
系统采用的编程软件Concept 2.5是基于Windows2000操作环境的编程工具。结合运用梯形逻辑LD控制及功能块FBD,将固定的算法及频繁使用的逻辑定义成DFB块,在需要使用时随时调用。系统定义的DFB块有:起动起点/终点判断、设备起动迟滞检测、风机速度调节等。系统的控制软件由二次烟气除尘系统、副原料除尘系统、 LF炉除尘系统、混铁炉除尘系统四部分的程序组成。高效除尘控制软件如图2。

3.2 监控软件
该系统设有4个操作站,分别为:二次烟气除尘系统、副原料除尘系统、LF炉除尘系统、混铁炉除尘系统。SCADA软件采用Monitor Pro V7软件开发平台,完成过程工艺参数的检测与控制、电气设备的操作和运行监控等功能。实现工艺参数的监控、报警联锁参数的设定及报警状态的监控等。 Monitor Pro V7软件是网络版,采用Client/Server结构,即本客户端的数据显示、设备状态监控与操作标签均在服务器端建立,CRT操作均通过服务器转发到 PLC,以完成对生产过程设备的操作与监控。各操作站的使用权通过操作权限来选择。
4 关键技术
4.1 混铁炉除尘风机调速
通过调节耦合器勺管的位置来调节风机的转速。在自动状态时,由PLC根据混铁炉罩口阀门和铁水预处理除尘总管上阀门的开关情况组合出三种风量状态:a.混铁炉罩口阀打开,铁水预处理除尘阀打开,风机转速为720r/min ; b.混铁炉罩口阀关闭,铁水预处理除尘阀门打开,风机转速为195r/min; c.混铁炉罩口阀打开,铁水预处理除尘阀门关闭,风机转速为514r/min。根据工况的不同,系统自动调节除尘风机的风量,从而达到节能运转的目的。混铁炉及铁水预处理的工况由以太网上的其他PLC取得。经过逻辑运算,自动调节风机运行在高速(720r/min)中速(514r/min)或低速 (195r/min)状态。手动时可以用给定阀门开度的方式直接操作阀门,用于停机归零、阀门校验和手动调速。点击阀门阀位参数,可调出风机转速调节控制画面,以选择手动/自动调速及手动调节。
4.2 二次除尘风机调速
通过调节耦合器勺管的位置来调韦风机的转速,在自动状态时,由PLC根据转炉兑铁位(阀门全开)和转炉吹炼(阀门中位)两种工作状态,自动调节除尘系统的两种组合风量:兑铁水时,组合风量为950000m3/h,吹炼时组合风量为55000m3/h。为节能,在兑铁水工况组合风量下,除尘风机的液力耦合器在额定转速下运转;在吹炼位时祸合器低速运转。从而达到节能运转的目的。
转炉的工作状态由以太网上的相关PLC取得。经过逻辑运算,自动调节风机运行在高速(720r/min)或低速(417r/min)状态。手动时可以用给定阀门开度的方式直接操作阀门,用于停机归零、阀门校验和手动调速。点击阀门阀位参数,可调出风机转速调节控制画面,以选择手动/自动调速及手动调节。
4.3 温度检测单元
包括耦合器径向轴瓦温度检测,油温检测,电机定子温度检测,电机及风机轴瓦温度检测等。温度检测均采用铂电阻Pt100,耦合器测温经综合参数测试仪显示并输出给PLC,其他测温直接到PLC的热电阻输入模块检测。
4.4 数据采集与监控单元
现场电动机及风机温度信号由现场直接进入PLC的热电阻采集模块140ARI030OO。耦合器所有信号经综合参数测试仪显示并输出4~20mA标准信号进入PLC的模拟量输入模块140ACI03000。风机轴振动检测经现场显示表显示并输出4~20mA标准信号进入PLC摸拟量输入模块。
5 结论
自动化程度高是整个系统稳定运行的关键。由于实现了自动对接启动阀门,除尘系统有如下优点:系统运行稳定可靠,除尘效率高,操作工人劳动强度低,管理维护方便,有效制止粉尘危害。经环保部门检测,除尘系统的烟气排放浓度都在20mg/m3排放标准以内。