大连小野田水泥有限公司是中日合资的大型水泥生产企业,成立于1989年7月28日,总投资1.88亿美元,现有员工400人。该公司日产熟料4000吨,年产水泥137万吨,是国内规模较大,设备最先进的水泥生产企业之一。生产线汇集了当今世界水泥制造业最先进的RSP五级窑外分解技术以及德国、法国、日本等工业发达国家先进的水泥制造设备。该公司注重挖掘企业自身潜力,强化节能意识,并付诸于实施,对其窑尾EP罗茨风机进行高压变频器改造,取得了良好的经济效益与社会效益。
一、窑尾EP罗茨风机改高压变频器拖动的必要性
大连小野田水泥厂冷却机EP罗茨风机(电除尘风机)为日本安川转子绕线异步电动机拖动,原有的运行方式为电机全速运行,依靠调整出口挡风板的开度来调节风量的大小,由于企业自身电网容量有限,电机不允许全压直接启动,因此选用转子绕线式异步电动机,启动方式是转子串水电阻启动,启动结束后再自动短接转子滑环,电机全速运行(项目初期运行时,是采用水电阻调速运行方式,但是投运后发现这种调速方式反而比风门调节更加不经济,索性其只作为启动时使用),这样的运行方式存在如下弊端:
1.风门调节反应滞后,调节速度慢,调节精度不高。
依靠风门调节执行器来调节风门开度,本身是一个不得已的举措,因风门调节机构含有相当一部分的机械机构,受机械部分限制调节速度有限,调节精度亦受到影响,往往对现场的风量控制不是很到位,甚至满足不了现场工艺的要求 。
2.风门调节浪费电能,不科学,不经济。
采用风门调节固然结构简单,投资较小,但是在节能意识日益加强的今天显然不合适,水泥厂初期投建的时候,出于后续可能扩建及运行安全的角度,电机及风机的裕量选用较大,存在严重的大马拉小车的现象。事实上,电机额定电流为45A,而电机实际运行电流平均仅为35A 左右,采用风门调节,人为改变了风道的阻力曲线,大量的能源白白浪费在了风门上,在能源日益紧缺的今天,显然已经严重落伍,改造势在必行。
3.电机全速运行受到考验,维护周期短。
因电机全速运行,电机轴承等机械部分磨损严重,另外,由于是转子绕线式异步电动机,转子的高速运行对于其机械部分一样有百害无一益,转子滑环上的碳刷磨损相当严重,更换周期短。
4.启动过程复杂,水电阻装置维护工作量大。
由于企业自身电网容量有限,电机不允许全压直接启动,因此选用转子绕线式异步电动机,启动方式是转子串水电阻启动,启动结束后再自动短接转子滑环,这样的启动方式附带了很多电气二次回路,启动过程复杂,而且本身水电阻装置维护工作量就比较大,只有在启动过程的20几秒内投入使用,使用效率不高,然而却不可缺,显然已经属于落后工艺。
综上所述,窑尾EP罗茨风机改造势在必行,要想彻底改变现有工艺,必须从源头上下功夫,即通过改变电机转速来调节风机转速,从而达到调节风量的目的,以此来满足现场工艺的要求。
二、调速方式的选择
目前,大功率高压异步电动机的主要调速方式有以下几种:串级调速、内反馈串级调速、液力耦合器调速及变频调速等。
1.串级调速—优点是可以回收转差功率,所以调速效率比较高,但存在的问题也很多:它不适合于现有的转子绕线式异步电机,必须更换电机:不能实现软启动,启动过程非常复杂;启动电流大;调速范围有限;响应慢,不易实现闭环控制;功率因数和效率低,并随着转速的调低急剧下降;很难实现同PLC和DCS等控制系统的配合,对提高装置的整体自动化程度和实现优化控制无益;同时因控制装置比较复杂、谐波污染大对电网有较大干扰;进一步限制了它的使用,属落后技术。
2.内反馈串级调速—内反馈串级调速是在串级调速基础上发展起来的,它在普通绕线电动机的定子绕组(称主绕组)同槽放置一套绕组(称调节绕组)而制造成的内反馈串级调速电机,将该电动机部分转子能量取出以改变电动机用以产生拖动转矩,使主绕组从电网吸收的能量下降来实现节能。优点:具有串级调速的全部优点,体积小。缺点:需更换专用电机,滑环处理不当容易出现事故;虽采用频敏变阻器启动,但启动电流仍很大(3-4Ie),对电机和电网的冲击很大,启动复杂;调速范围很小;输入功率因数和效率低;电机侧由于可控硅的逆变衍生出大量的高次谐波,对电机的绝缘造成老化,引起电机的转矩脉动、附加发热和噪声污染,所以电缆要求加粗使用;电机喘振现象无法消除。仍属于落后技术。
3.液力耦合器调速—属低效调速方式,调速范围有限,高速丢转约5%-10%,低速转差损耗大,最高可达额定功率的15%,因效率与转速成正比,低速时效率极低,精度低、线性度差、响应慢、启动电流大、装置大,必须加装在设备和电机之间,不适合改造;无法软启动,耦合器故障时,无法切换运行,维护复杂、费用大,不能满足提高装置整体自动化水平的需要。
4.高压变频调速—由于应用了先进的电力电子技术、计算机控制技术、现代通信技术和高压电气、电机拖动等综合性领域的学科技术,因此具有其他调速方式无法比拟的优点:
(1)变频器采用液晶显示数字界面,调整触摸式面板,可随时显示电压、电流、频率、电机转速,可非常直观地显示电机在任何时间的实时状态。
(2)精确的频率分辨率和高的调速精度,完全可以满足各种生产工艺工况的需要。
(3)高压变频器具有国际通用的外部接口,可以同可编程控制器(PLC)和工控机等各种仪表连接,并可以与原设备控制回路相连接,构成部分闭环系统,如与原DCS系统实现数据交换和联锁控制。
(4)具有电力电子保护和工业电气保护功能,保证变频器和电机在正常运行和故障时安全可靠。
(5)电机可实现软启动、软制动;启动电流小,小于电机的额定电流;电机启动的时间可连续可调,减少了对电网的影响。
(6)具有就地和异地操作功能,另可通过互联网实现远程监控功能。
(7)减少配件损耗,延长设备使用寿命,提高劳动生产效率。
通过对几种调速方式的比较,最终,大连小野田水泥厂决定采用高压变频器对EP风机进行改造,对比了国内外的所有厂家,基于以下几点原因,选用了利德华福生产的高压变频器:
①国内高压变频器厂家中业绩最多;
②系统运行稳定;
③全中文界面显示,适合国内用户;
④针对国内用户量身定做,尽量考虑国内电网的综合因素,在其可靠性,安全性方面有其独到的技术优势;
⑤内置PLC,易于改变控制逻辑关系,适应多变的现场需要。
三、改造项目具体实施方案及过程
优点是:在检修高压变频器时,有明显断电点,能够保证人身安全,同时也可手动使负载投入工频电网运行等。
缺点:高压变频器故障时,不能自动由变频转为工频。
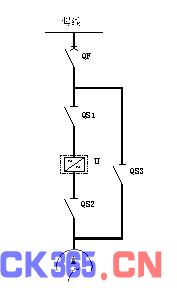
现场原有的水电阻装置继续保留,高压变频器安装后,与原有的水电阻二次回路结合,取高压变频器的变频状态信号(QS1,QS2闭合后输出变频状态信号)送至水电阻二次回图1:高压变频器工频旁路原理图 路,该信号有效后通过原有水电阻二次回路,直接短接电机转子滑环,切除水电阻装置,由高压变频器对电机实现软启动;取高压变频器工频旁路信号(QS3闭合后输出工频旁路状态信号),该信号有效后通过原有水电阻二次回路,恢复高压电机的串水电阻调速功能,以备高压变频器故障期间,用户仍可以通过原有启动回路启动设备工频运行。
小野田水泥厂目前高压网络共有两条线路,一用一备,当一条线路出现故障断电时,可以在2秒钟内自动切换为备用高压线路,期间负荷高压开关并不分断,在进行高压变频器改造前,因风机的惯性比较大,断电2秒钟,风机的转速稍有下降,2秒钟后即恢复全速运行,对现场工艺影响可以说是微乎其微,进行高压变频器改造后,这样的切换对由功率器件组成的高压变频器而言则凸现隐患,这就需要高压变频器具备三秒不停机功能,满足现场要求。现场配备的高压变频器为5级功率单元多电平串联结构,其每个功率单元内部的控制单元电源取自移相变压器的二次侧,当高压掉电瞬间,该控制单元随即失电,高压变频器主控器所有的控制指令无法通过功率单元控制单元作用于各个功率单元,因此高压变频器将作为高压失电作停机处理。基于此种情况,现场对原有的高压变频器内部控制逻辑进行适当修改,即当高压电断电瞬间,通过变频器内置PLC,对高压变频器主控器进行复位,屏蔽所有功率单元在高压掉电时所报的所有单元故障,直到高压再次在3秒钟内正常,功率单元带电正常后,记忆高压断电前的运行频率,执行飞车启动,因风机惯性较大,此过程对风机的转速影响微乎其微,现场调试期间,曾经做过类似的实验,高压变频器拖动负载运行时,在高压开关就地人为分断高压开关,三秒钟内再合开关,高压变频器运行正常,风机转速稍有下降,结论表明,这样的处理方式完全满足现场运行要求。
现场设备名牌参数如下:
高压变频器参数