一、引言
印染业属于技术密集型产业,稳定及高质量产品是以先进的技术及装备作为保证,所以需要运用高新技术,大力提升技术改良程度并加快技术进程,以及淘汰技术落后的设备。为加强印染新技术、新设备的推广,在引进先进的漂、印、整设备时,更应该注重国产设备新技术的推广应用,热风拉幅定型机作为印染后的重要整理设备更应该推崇其控制技术国产化。

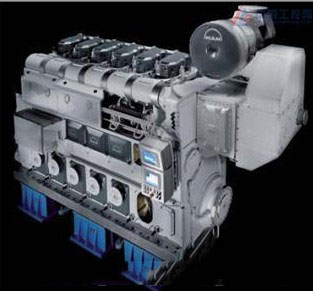
图(1)
江苏某印染设备有限公司在对热风拉幅定型机(如图1)的改造中,使用了目前业界先进的人机界面——韩国M2I公司生产的XTOP 15T触摸屏,不仅提高了整套设备的自动化程度和生产效率,而且使印染质量出现了质的飞跃。
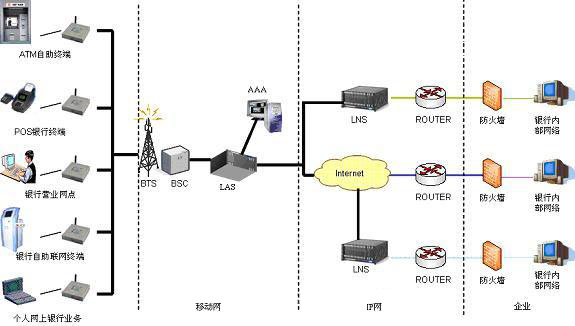
XTOP 触摸屏是韩国M2I公司新推出的高功能系列产品, 该系列XTOP除有3个串口外还可以通过自带以太网口(100M)、USB接口、无限扩充的CF卡接口进行高速下载、上载程序、报警和配方等信息,该屏拥有超大的视角范围,高达1024*768的分辨率可以显示更多的信息;拥有三个USB接口(前面板1个USB Device 后面板1个USB Device 1个USB Host)和高达12MB的自带内存;可以通过以太网(图2)实现远程监测和监制、实时报警监控、1:N传送、屏与屏之间实现数据共享、收集日志、报警等信息并建立日报,可支持用户自定义报告格式(MSWord、Excel)也可结合其他系统(ERP、Groupware)输出( Excel、XML、TEXT)。

图(2)
二、设备工艺要求
布匹在染色完成后,需要在烘房中进行高温整定,以达到布面平整,布幅宽度达到一致的要求。为此,布匹必须在承受一定横向张力的条件下进入烘房定型,于是对布幅宽度控制有严格的要求,布幅最终成型宽度便是通过门幅宽度调整来进行控制。
三、门幅控制系统
传统的门幅控制是通过人工反复调节,测量,最终核定,这种落后的调节方式已经不能满足日趋进步的工艺需要,为此,门幅的自动化控制便显得很有意义。
定型机门幅数量根据生产工艺的不同而有差异(一般为三至八个),本方案以四个门幅进行硬件配置,门幅电气控制原理图如下,图(3):
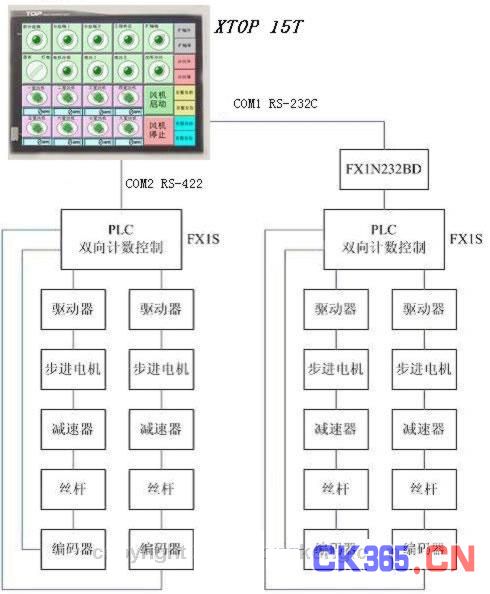
门幅电气控制原理图 图(3)
其中,触摸屏需要和2个PLC通讯,为此使用了M2I公司的双通讯协议,XTOP15T的COM2口使用RS-422直接与一个三菱公司的FX1S PLC通讯,另一个PLC通过FX1N-232BD通讯模块将RS-422转换为RS-232C的后再与XTOP 15T的COM1口相连,触摸屏编程时在软件上选择双通讯功能即可。作为控制单元的可编程控制器选用三菱FX1S PLC两台,控制系统中还包括通讯模块FX1N-232BD一个,步进电机及其驱动器四套,旋转编码器四个等。
通过XTOP 15T触摸屏设定所需门幅的宽度,而PLC与编码器反馈的当前实际宽度进行比较,然后PLC进行计算,控制变频器,最后电机通过减速机调节门幅丝杆的正反转,从而调整门幅的宽度。主要计算公式如下:
编码器反馈脉冲数*螺距/编码器线数=实际宽度;
目标宽度-实际宽度=调节量;
调节量/步进电机单位进给量=步进电机执行数;
最终由PLC控制步进电机实现门幅自动闭环控制。
四.传送和喷风系统
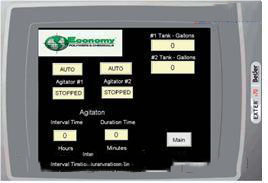
该控制系统采用交流变频技术、数字通讯技术,工艺参数均在触摸屏上设置、贮存,PLC控制变频器同步调速,各主动单元同步精确,各工艺参数实现在线检测与监控;烘房结构高效节能、烘房采用积木式设计、安装快捷、维修保养方便;织物传送系统采用交流变频分电源调速系统,在恒转矩负载条件下达到1:10的调速范围,各单元的速度命令均由触摸屏控制PLC然后发送到变频器,按所需的工艺要求控制电机运行于给定的车速下,数字量控制,同步精度高;在进布区桥架上设有XTOP 15T触摸屏(人机界面)设定及显示工艺数据和故障报警。如下图:

触摸屏程序界面 图 (4)
烘房采用高效节能的双风道热风循环系统,上下气流量可设定为任何需要的比率,气流量大小由触摸屏设定。独特的喷嘴能使气流均匀地作用在织物上,喷出的气流能产生特殊的气垫,使织物产生松弛的效果。
六、结束语
实践证明,韩国M2I公司XTOP 15T触摸屏在拉幅定型机门幅控制系统中的应用是成功的。使用触摸屏后,直观的显示方式,超大的显示范围和便捷的操作方法提供了良好的人机交互界面;同时通过XTOP 15T和PLC之间采用双通讯的控制方式大大减少了原来系统的配线,系统集成度大大提高。总之,XTOP 15T触摸屏大大提高了热风拉幅定型机的自动化水平同时,也为国内印染行业的自动化改造提供了解决方案,具有良好的推广价值。