1. 前言
炭素成型生产是炭素配料、混捏后的重要环节。成型就是将混捏好的糊料用加压设备压制成所需要的形状和尺寸以及具有较高密度的半成品。
振动成型是炼铝用预焙阳极和高炉用炭块的重要生产方法,主要设备有振动台、模具和重锤。将装有热糊料的模具放在振动台上,然后把重锤压在糊料表面上开动振动台,使糊料受到振幅小而频率高的强迫振动,在强烈的振动下糊料颗粒间、糊料与模具壁间的摩擦力减小,颗粒移动并合理分布,得到具有规定形状的高密度产品。压好的半成品经冷却、检查后堆放。
2. 系统构成
2.1. 产品简介
过去振动成型机一般都是人工手动调节,当炭块的重量和高度波动范围较大时,产量和质量就会受到较大的影响。浙大中自公司工程技术人员与某机械厂合作,根据设备和生产要求,成功地将SunyPLC200一体式小型可编程逻辑控制器应用于振动成型机的自动控制。
SunyPLC200 是浙大中自公司利用最新微处理器技术自主研发的一体式小型可编程,具有运行稳定、成本低廉、功能强大的特点。32位嵌入式CPU使程序执行速度高达 0.55μs/步,80kB的程序容量足以满足中小型机械设备的各种控制算法,独特的级联总线可扩展7个I/O模块。大规模集成电路的使用使得 SunyPLC200特别适应于高温、潮湿、电磁干扰和机械振动大的恶劣环境。特殊的I/O电路设计,即使在晶体管输入端传入220V强电也不会导致任何硬件损坏。基于Windows2000/XP的编程软件符合IEC61131-3标准,五种控制语言使编程人员能够根据自己的喜好或控制要求进行组态,多种仿真功能大大降低了工程难度、缩短了工程周期。
2.2. 系统结构
控制系统主要由SunyPLC200一体式可编程逻辑控制器、SunyHMI200可编程人机界面、检测元件(热电阻、变送器、位置开关等)以及执行器(变频器、继电器、电磁阀等)组成。
来自振动成型机各部位的温度、流量以及位置、状态等测量信号输入到SunyPLC200一体式可编程逻辑控制器,由SunyPLC200按照预先编程确定的控制方案进行运算处理,然后将处理结果发送给执行器从而产生对设备的控制和保护。
SunyHMI200可编程人机界面完成生产数据的显示、管理等功能,操作员可以通过SunyHMI200对生产进行监视和操作。SunyPLC200和SunyHMI200之间通过ModbusRTU标准协议进行通讯。
下图所示为控制系统结构图。
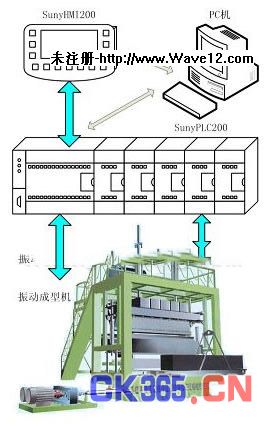
对SunyPLC200的编程和对SunyHMI200的画面实际分别是在普通PC机上完成的。
2.3. 系统配置
SunyPLC200的CPU模块自身具备14个DI和10个DO,通过级联总线最多可扩展7个扩展模块,这样系统的I/O规模可达80个。根据设计,振动成型机的I/O数量为AI8,AO1,DI28,DO16。由此形成如下配置:
3. 控制方案
炭素振动成型机的整个流程可分为下料、装料、挤压脱模和冷却输送四个过程。在整个振动成型过程中,温度、压力、振动频率、振动时间和推出速度对产品的质量起着至关重要的作用。
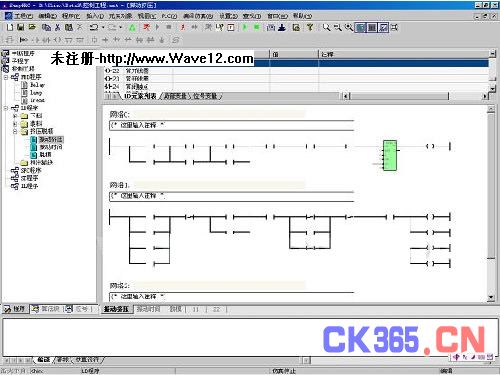
与一般小型PLC编程软件不同,SunyPLC200编程软件提供了符合IEC61131-3标准的FBD、LD、SFC、IL和ST全部五种控制语言,不同的控制方案可以根据编程需要或技术人员的需要用任意一种语言来实现。
3.1. 下料
混捏好的糊料从圆盘螺旋下料机顶部加料口加入,经分料器的上部锥体分布在圆盘上。在下料前,首先检查判断糊料斗称量车是否在圆盘螺旋下料机的下方等待接料,然后控制变频器输出驱动圆盘螺旋下料机电机的螺旋转速,对糊料斗称量车下料,下料过程由快到慢以满足炭块的重量。炭块的重量可根据产品的类型、要求通过 SunyHMI200给定。
3.2. 装料
装料前PLC首先检查判断模具到位、模具安全爪夹紧到位、重锤上升到位、重锤安全爪夹紧到位等信号,然后打开糊料斗称量车的抱闸驱动小车送料,行走到模具口上方时停止行走关抱闸,然后糊料斗称量车底开门把称好的糊料放入模具中。
3.3. 挤压脱模
挤压脱模是振动成型的核心过程,主要包括振动挤压和脱模两个过程。控制方案的合理性对能耗、质量和产量起着举足轻重的作用。
根据设备厂商的习惯,采用LD进行控制方案组态,如图所示。
振动挤压:SunyPLC200检查判断糊料斗称量车存在返回到位信号,然后重锤安全爪松开并到位,重锤下降并到位,开始驱动两台振动电机带动偏心振子转动,不平衡质量回转引起惯性力迫使振动台振动。由于两个振动器转动方向相反、同步,使它们的惯性合力水平方向为零,只有在垂直方向产生激动力。振动台上的模具和装在模具内的糊料都处于强烈的振动状态。虽然振幅不大(1~2mm),但振动频率很高(40~50HZ),产生大大超过重力加速度的加速度,因此糊料颗粒质量大小不同,获得的惯性力也不同,颗粒界面间产生应力,而这个应力超过糊料的内聚力,便产生相对位移。同时,在强烈的振动下,糊料颗粒间的内摩擦力及糊料与模具壁之间的外摩擦力也急剧下降,糊料便具有重液体的液体性质,跳跃着的糊料迅速充填到模具的各个角落,较小的颗粒充填到大颗粒间的空隙中去,从而得到具有规定形状的高密度程度的产品。振动时间过短,则糊料密度低。振动时间过长,则浪费能源且降低产量。因此,不同的炭素,不同的产品,应设定合理的振动时间。铝电解用预熔阳极炭块振动时间为1~2分钟。
脱模:输出信号驱动重锤上升并到位,重锤安全爪夹紧并到位;模具安全爪松开并到位,驱动模具上升且到位。
3.4. 推出输送
炭块推出:驱动推出器从振动台推出炭块,在推出过程中对产品的高度进行检测,用来测试产品的质量。
冷却输送:被推出的产品马上在凉水中冷却,防止产品冷却的弯曲和变形。冷却时间应根据季节、产品直径大小、冷却水的温度确定。冷却完成后,驱动板式输送机输送炭块到炭块堆场,检查合格后堆放。
4. 操作管理
SunyHMI200通过ModbusRTU协议可以将SunyPLC200的有关数据实时显示出来,而操作员也可以通过功能键实现对生产的干预。
对SunyHMI200的画面设计是通过SunyHMI200画面编辑软件来完成的。在进行设计之前,需要与设备操作人员进行深入的探讨,以便达到监视容易、操作方便的目的。

5. 结束语
SunyPLC200一体式小型可编程逻辑控制器与SunyHMI200可编程人机界面在炭素振动成型机的应用中,软件设计完善,功能齐全,运行效果稳定可靠,性能良好。
自动控制的实现,大大降低了工人的工作强度,稳定了产品质量,提高了工作效率,达到了节能降耗的目的。




