本文以上海某包装企业的新型LS-300L型气动可调式透明膜三维包装机为背景,讨论欧姆龙PLC、伺服电机、人机界面等自动化产品在该机包装控制系统中的应用。LS-300L型三维包装机主要应用于医药、食品、化妆品、烟草等行业,为包装盒外包装塑料膜。以前此类产品主要使用三菱、富士、三洋等品牌的产品,现因为该行业内的竞争日趋激烈,材料成本压力较大,原控制系统逐渐在控制的便利及性价比方面越来越不能满足客户的需求。欧姆龙CP1H PLC与SmartStep Z系列伺服、NS系列人机界面的经典组合,为客户提出了一套完美的解决方案。
LS-300L型气动可调式透明膜三维包装机是机、电、气一体化产品。该机控制系统启动后,由伺服控制送膜,汽缸依次自动完成推包、切膜、吹气、折角、上折、下折、整形热封等物品的包装动作,主要用于各种盒装物品的外包装。包装折叠部分采用热封方式粘结,可以起到良好的密封、装潢、美观、防潮和防干燥作用。另外有一根易拉线与薄膜粘合后包装,方便拆封。
一、包装生产过程中对控制系统有以下的工艺要求:
1) 生产效率,在连续正常生产的情况下,当下膜长度在300mm时,每分钟包装25-30个左右;
2) 包装盒的大小差异很大,当包装盒的体积很小时,下膜的长度相应也比较短,如果偏差比较大,折角、上折、下折动作后,进行整形热封时会造成封口处粘合的位置不一致,在测量同一品种的产品时会有差异,影响生产质量,因此对下膜长度精度要求很高;
3) 推包、折角、上折、下折在正常生产过程中应当有相应的保护措施,保证动作与动作之间不会产生冲突,造成机械上的损坏;
4) 推包、折角、上折、下折、整形、下膜、吹气、切膜等动作次序的配合要合理,保证包装质量和效果不受影响;
5) 有完整可靠的报警及安全措施,保证安全生产;
6) 包装速度:20-30盒(条)/分;
7) 包装材料,热封玻璃纸或两面涂层的OPP(BOPP)薄膜。膜厚一般为0.022-0.03mm,使用卷料形式芯子内径76mm,拆封窄带宽度为1.2-3mm;
二、系统构成

LS-300L型包装机的所有机构全部采用气动组件,全部采用气动控制,在同行业同类型产品中属于中高档机种。该包装机根据包装盒的大小长短,只需通过控制系统的人机界面对包装膜的长宽、伺服电机的速度等进行调整就能够进行包装。系统主要采用了欧姆龙的CP1H-X40DT-D PLC、NS5-SQ00/0B-V2人机界面、R7M-Z40030-S1Z伺服驱动器、R7D-ZP04H伺服电机等一系列产品。
CP1H是欧姆龙最新的超高速的一体化紧凑型PLC,它整合了CPM2A和CJ1系列PLC的优点。内置功能,如数字I/O,高速计数、高速脉冲输出、模拟输入和输出提供了极大的灵活性。集成的通信网关功能使CP1H成为第一个符合欧姆龙Smart Platform概念的紧凑型PLC。只需要一个连接,使用CX-ONE软件包,所有通过以太网、DeviceNet或者串行通信连接到CP1H的设备都能被配置、编程和监视。编程电缆只需要标准的USB电缆,使用快捷、方便。
NS系列触摸屏是工业级的IT人机界面,具有256色(32768色图像显示)、高亮度、宽视角;多语言支持(16种)、用于梯形图监控和数据传送、存储的CF卡;丰富的宏语言功能;具有Ethernet和Controller Link网络接口,USB打印驱动;增强网络功能-NS可放置在有网络连接的所有地方;系列化的智能控件(SAP)-在NS终端上无需编程实现设置、设定、监控等功能;重量轻、扁平外形设计、前面板IP65防护等级。
SmartStep Z系列伺服具有全自动增益调节功能;并且装备了比以前W系列的增益自动调整更加进一步的自动调整功能。结合客户的系统只需要表面的2个旋转开关就能够完成设定!之后,所有的调整,伺服驱动器都能自动地自己完成。作为驱动类机器的伺服,在小型化方面,更加前进了一步。在欧姆龙产品的体积比率上,实现了60%的小型化,对于加工小部件的小型装置的伺服以及原先装置的小型化改造来说,是最适合的。
三、控制系统设计考虑说明:
控制系统的控制有3种工作方式:1)手动操作;2)单动操作;3)自动连续操作。以下对控制系统手动操作方式考虑作简要说明。
当手动操作时,推料、折角、整形、上折、下折、易拉线、下膜、切膜、吹气都能独立动作,其中:
推料:推料->推料到位->推料停->推料回程->推料回程到位->推料回程停
折角:折角->折角折到位->折角停->折角回->折角回到位->折角回停
整形:整形->整形开始延时->时间到->整形退
上折:上折下降->上折下降到位->上折下降停->上折上升->上折上升到位->上折上升停
下折:下折上升->下折上升->下折上升停->下折->下折下降位->下折向下停
易拉线:易拉线动作->易拉线动作延时->时间到->复位
下膜:下膜->伺服动作->下膜到设定长度后停止
切膜:单独点动
吹气:吹气动作->定时开始->定时到->停
单动操作时,系统完成一次由推料、下膜、吹气、切膜、折角、下折、上折、整形组成的动作。
自动连续操作是连续的单动操作,在没有盒子的情况下,会自动停止。在自动运行的状态下,系统会自动进行计算,然后在人机上显示。
四、系统的保护及安全措施
1)在手动状态下,推料只有在折角回程到位、上折上升到位、下折下降到位的时候,才允许推料动作。
2)在手动状态下,折角只有在推料回程到位、上折上升到位、下折下降到位的时候,才允许折角动作。
3)在手动状态下,上折只有在推料回程到位、折角回程到位的时候,才允许上折动作。
4)在手动状态下,下折只有在推料回程到位、折角回程到位的时候,才允许下折动作。
5)当系统由手动操作状态切换到自动运行状态或者由自动运行状态切换到手动运行状态时,所有的汽缸都自动复位。即推料、折角、整形、上折、下折、易拉线、切断、吹气都复位到初始状态。
6)一旦在自动运行模式下启动时,系统会自动先进行检测,确认所有的汽缸是否处在复位状态,如果没有处在复位状态,系统就会报警,同时将所有气缸复位。
7)为保证气压的正常,一旦气压不足,系统会有提示信息,告知用户,气压不足,系统不能启动。
8)整个系统提供两个急停开关,一旦出现紧急事故时,按下急停按钮,系统全部停止。所有的操作都禁止,直到故障解除后,将急停按钮复原后,才能进行所有的操作。
9)伺服一旦出现故障,系统会提示相应的报警信息,提示用户检查伺服电机。
五、系统的工艺参数设置及控制画面
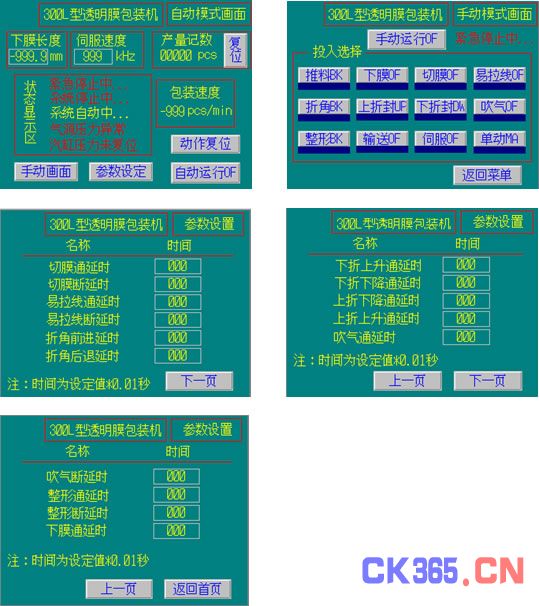
六、系统设定
1、 长度控制
系统的下膜长度是由伺服控制的,SmartStep Z系列的伺服控制非常方便。调整脉冲的分辨率只需调节伺服驱动器上的指令脉冲设定旋转开关(PULSE)即可,无需用操作器来调节。伺服的动作快慢及动作长度都是靠CP1H PLC发出的脉冲的频率及数量来控制的。
2、 下膜速度的控制
下膜速度的控制就是CP1H PLC控制高速脉冲的频率SPED指令来控制的,SPED速度越大,下膜速度越快。
3、 气缸动作控制
气缸动作都是由PLC的开关量输出点控制的,分别控制机器的推料、折角、切膜、上折、下折、整形热封等动作,动作到位后由光电传感器反馈给PLC的输入点。
七、结束语
以上是对欧姆龙自动化产品在LS-300L型气动可调式透明膜三维包装机上的应用作了简要讨论。CP1H系列PLC、NS系列触摸屏与SmartStep Z系列伺服电机的完美结合,在位置控制要求精度较高的包装行业,具有很广泛的应用空间。






