1引言:
传统圆网印花机的印花控制主要是靠机械传动来实现导带与网的同步,机械传动误差比较大,又容易磨损且维修极其不便。我公司早期的圆网印花机分电机传动现场总线控制系统,采用CAN总线技术实现底层数据在上位机上集中处理,并同时控制各网头分电机,达到印花同步的目的。虽然可靠性、印花精度能满足要求,但在不断应用中,它的复杂及不灵活性,使很多简单的问题复杂化,需浪费大量的人力、物力、财力。
我们用运动控制器和人机界面搭建的圆网印花机控制系统,用户自己可以根据工艺要求用梯形图语言编程,灵活达到控制目的,从根本上彻底解决了上述问题。
2圆网印花机控制要求
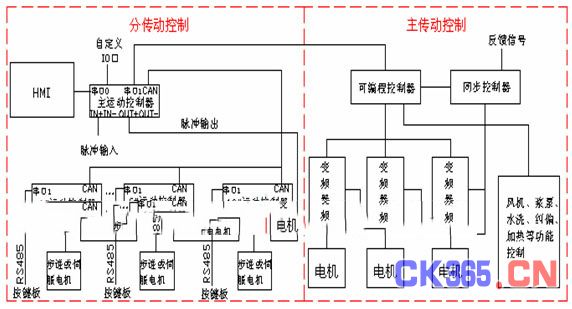
圆网印花机控制系统分主传动和分传动两大部分:主传动主要是控制进布电机、超喂电机、印花电机、烘房电机、立柱烘电机和落布电机几个单元之间的同步。分传动则是实现印花主电机与网头分电机间的同步,精度要求高。
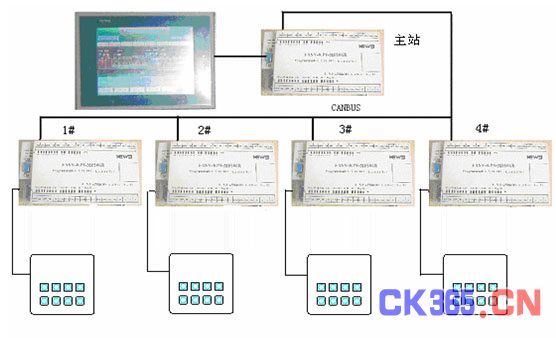
3系统结构:
系统结构框图如下(以4套色为例):
4运动控制器功能介绍:
4、1运动控制器简介
EASY系列运动控制器是科威公司自主开发生产的高品质、多功能的嵌入式PLC之一。内涵先进的控制算法和PLC的强大功能,编程软件兼容三菱FX2N编程环境,用户根据工艺要求可用梯形图语言编程,灵活运用它的功能来达到控制的目的;能与多家人机界面连接,如台达、HITECH、EVIEW等;支持 CANBUS、RS232/485网络结构;实时性好,适用于高温、高湿、强电磁干扰环境。
4、2运动控制器功能
●1路差分485高速脉冲输入,最高频率达100KHZ;
●1路高速脉冲输出,脉冲数能够记录、暂停记录、清零。脉冲频率可由电子齿轮调节,电子齿轮比范围是4.000~9.999,该路脉冲可通过按键加或减脉冲;
●2路低速脉冲输出,最高频率是2KHZ,每次输出脉冲数最多是255个;
●5路DI开关量输入(X1~X5);
●6路DO开关量输出(Y10~Y15),5路集电极开路输出(Y1~Y5),1路差分485电平输出(Y0);
●1路DA模拟量输出,0~10V;
●外置1个操作面板盒,扩展了8路DI。
4、3运动控制器特殊功能参数介绍
特殊功能参数占用PLC资源 D5900~D5999
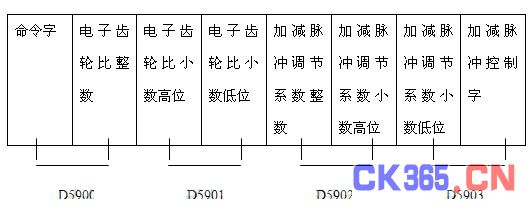
1、D5900高8位赋0;
2、若电子齿轮比为5.125,则D5900低8位赋5,结果125*65536/1000赋给D5901
3、若电子齿轮比为5.125,则加脉冲调节系数是5.125-5.125*8/1000),D5902、D5903高位赋值与2类似减脉冲调节系数是5.125+5.125*8/1000),D5902、D5903高位赋值与2类似
4、D5903低8位赋值8*n,表示每次加或减n个脉冲,为0表示不加减脉冲
提示:对D5902、D5903赋值时需用脉冲指令!
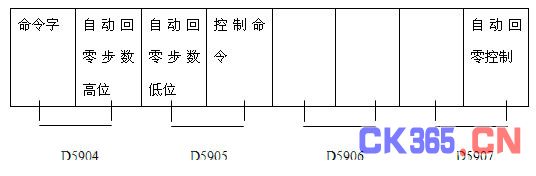
1、D5904高8位赋1;
2、D5905: d0—启动、d1—跟踪信号,表示IN+—IN-有脉冲输入、d2—点动运行,若d0和d1都为0,当d2为1时,脉冲输出3以HZ输出脉冲、d3—对记录的脉冲输出3清零、d4—对脉冲输出3暂停记录、d5—运动控制器以HZ自发脉冲,当d0=1且d1=0时,对d5操作有效
3、5907:d0为1时表示自动回零
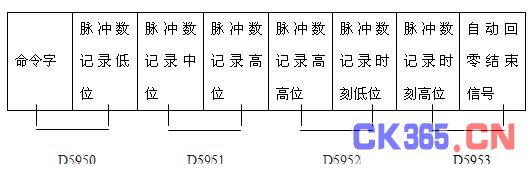
1、脉冲数用双字记录,最大值是H7FFFFFFF(2147483647)
2、D5953:d0位表示自动回零结束信号(1有效)
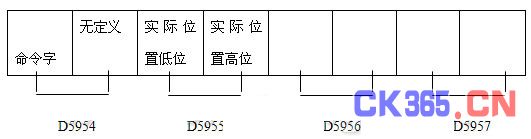
当加或减n个脉冲,实际位置也加或减n
1、D5800:模拟量输出单元(0~4096,对应0V~10V)
2、D5801:第1路电机脉冲计数单元
3、D5802:第2路电机脉冲计数单元
4、D5803:控制开关对应单元,d15~d8无定义,d7为第1路电机启停位,d6为第2路电机启停位
5、D5804:第1、2路脉冲频率,如要求输出频率为1KHZ,则将65535-1000000/1000=64535赋给D5804
6、D5805:第1、2路输出脉冲当量,即启动一次输出的脉冲数5圆网印花机控制的实现:
5.程序介绍
5、1同步控制
编码器检测主电机转速送到运动控制器处理,输出频率可调的脉冲来控制网头分电机转速,修改比例系数即可调节网头分电机转速,从而实现导带与网的同步。用户用梯形图语言编程就能实现,程序如下:

5、2自动对花控制
早期的圆网印花机分电机传动现场总线控制系统,自动对花需要在每套网上装接近开关来实现,而且接近开关长期受到浆料的腐蚀和导带的摩擦很容易损坏,更换极其不便,若造成线路短路还会烧坏驱动模块。运动控制器实现自动对花就方便多了,不再需要安装接近开关,只要编写梯形图程序将触摸屏上输入的步数送到 D5904和D5905中,将自动回零控制字D5907置1,电机就会自动地准确定位。
例如:

5、3插步控制
早期的圆网印花机分电机传动现场总线控制系统,根据花型精度要求,用户要修改插步步数让插步慢点或快点,在现场是很难完成的,更别提用户自己来实现了。而对运动控制器来说就非常简单,只需对D5902、D5903进行赋值。改变其大小,就能控制插步快慢。
例如:

5、4显示控制
早期的圆网印花机分电机传动现场总线控制系统,状态信息通过CANBUS通信显示在上位机上,为了将主传动的运行工作状态送到上位机显示,需另设计与主传动对接的一个控制电路,通过带CANBUS通信的IO模块采集现场信号再送到上位机。若临时要求加一个状态显示,工作量就非常大,而且现场调试人员也无法完成。运动控制器自带开关量输入输出口,采集信号通过应用梯形图语言编程,人机界面读取其状态,即可显示给用户。
例如:在人机界面上显示主传动风机运行状态和故障及采集导带、支撑辊运行状态送到D200中。
梯形图程序:

触摸屏显示:

6、实例:
用运动控制器搭建的圆网印花机控制系统,已有50多套在用,用户反映良好。下面介绍在南通舒雅床上用品公司使用的一套系统。
6、1系统图:
6、2触摸屏显示:


7结束语:
运动控制器在50多套圆网印花机控制系统中实际运行情况表明,该产品内涵先进的控制算法和PLC的强大功能,主机用户可以自己编程,有利于主机厂对工艺流程及技术资料的保密。






