一、 前言
北京某橡塑机工程公司长期从事橡胶塑料拉伸截断机械的制造,积累了丰富的经验。但是多台变频调速方面一直沿用传统的方法,即一台带一台的方式,用模拟量实现速度一致,选用同步卡成本太高。而一台带一台方式造成精度下降,且调试困难。富士贸易(亚洲)有限公司作为富士电机一级代理商和系统集成商结合富士电机优质产品的特点,为隆达公司选配POD—G11的控制系统,无须PLC控制,同时实现全数字化通讯与给定,完成了精度高、调试方便,又有人机对话的丰富界面的调速系统,在橡胶行业受到广泛关注与一致好评。
二、系统要求
本系统配置有8台变频器,分别为A系统、B系统和C系统三个部分。其中A系统有5台变频器,B系统有1台变频器,C系统有2台变频器。系统工作工艺有三部分,分别为全线、截断和卷取三种状态。每种工作状态分为手动、自动、卷取。由于截断与卷取工艺主要为单台独立控制,因此本文重点介绍多台联动的全线控制工艺。
1、 全线控制工艺
(1) 手动状态:多台变频器频率单独控制单独启停;
(2) 自动状态:A系统C系统同时启动、停止,各台变频器速度一致,B系统速度与启停单独控制;
(3) 卷取状态:A系统部分变频有选择地与C系统同时启停,速度一致,B系统速度与启停单独控制。
2、 技术要求
要求在人机界面上同时显示8台变频的启停状态、输出频率、电机转速及变频工作电流。显示各台变频的故障状态和相应处理措施及变频器累计运行时间。
三、 系统设计
针对系统要求多台变频同步及同时启停的控制要求,用富士新一代人机界面实现系统集成,系统图如下:
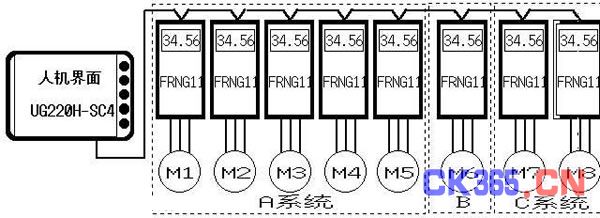
图一 系统电气图
1、 硬件系统
该系统由8台变频器和一台人机界面构成。控制线省去许多PLC的控制线,只需三芯屏蔽电缆即可实现全数字控制与显示监视。
1-1-1变频器选型:
选用富士电机低噪声、高性能、多功能恒转矩G11系列变频器。该变频器可实现动态转矩矢量控制,在0.5HZ低速情况下可输出200%转矩。此系统用FRN3.7G11S-4CX(3.7KW) 3台、5.5KW 1台、2.2KW 4台。
1-1-2人机界面选型:
选用富士电机新一代超薄型人机界面(POD)UG220H-SC4。该机为5.7寸STN16色,显示点阵320*240色彩丰富;具有32位RISC CPU,通讯速度可达115200bps;可直接连接任意品牌PLC,还可以直接与计算机、单片机等通讯,自带打印机接口,可以上挂以太网;开发软件功能强大,可以随意订制,开关可任意放置;适应工业现场环境,可靠性高;可以直接与富士G11、P11、E11、C11及6000V高压变频通讯,一台POD 可以连接多台变频;还可以直接与FUJI、RKC、OMRON、横河等温控表及MODBUS协议的设备通讯;可以在线编程调试,无须插拔,具有仿真功能,无须PLC即可调试程序;可以进行多重连接,一台POD可带多台PLC,一台PLC可带多台POD。
2、 软件系统
该系统软件由POD画面系统、变频器驱动系统构成。由于人机界面内部有功能强大的编程指令----宏指令〈类似PLC编程语言〉,可完成一些PLC软件的功能,同时与变频器通讯是全数字给定,因此精度高、速度快。软件系统框图如下:
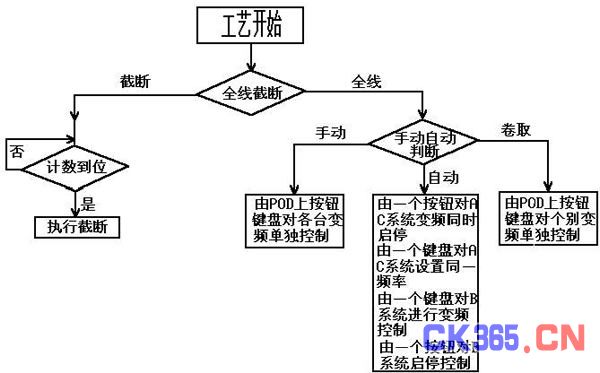
图二 控制流程图
四、 部分画面

图三 触摸屏画面
五、结论
该系统在制造上通过全数字通讯实现监控,减少布线,在操作上只通过翻屏即可完成各种工艺控制。






