一.概述
随着科学技术生产力的不断提高,运动控制正朝着高精度、智能化、网络化的方向发展。步进科技在原有Kinco ED100、ED200系列2相伺服系统基础上,最近新推出了ED400和ED600 的2个系列3相伺服系统, ED400支持AC220V电源输入,ED600支持AC380V输入,电机额定转速3000rpm,目前提供3Kw以内功率,更大功率的型号将陆续推出。 ED400和ED600继承了ED系列智能化控制特点,支持CANopen、Profibus-DP、RS485和RS232通迅。本文就ED400伺服系统在海绵圆切机控制系统中的应用进行了详细讲解。
二.海绵圆切机的工作原理
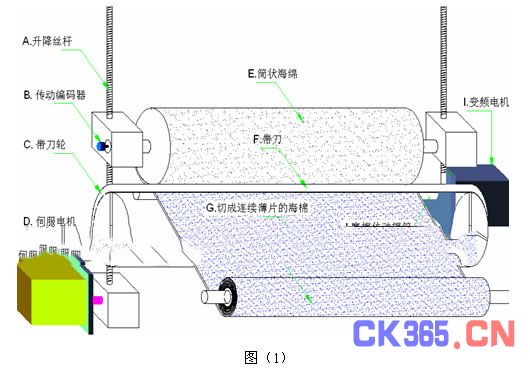
海绵为一种柔软有弹性的环保物品,广泛应用于人们的生产生活。海绵圆切机主要是把圆柱状海绵连续切成自动卷绕的薄带状,切削时运用阿基米德螺旋线的原理,将柱状海绵切成连续的片材,并自动完成收卷。成品可直接使用,也可通过粘合机粘合后使用,可广泛应用于服装、鞋材、装饰、地垫、床垫、沙发等多种行业。如图(1))所示,海绵圆切机的工作原理如下:
图(1)
机器规格参数

动作顺序:
1.工作时,先点动操作伺服电机D通过丝杆带动筒状海绵E升降,将筒状海绵E的高度调整为下部与摩擦传动辊筒J接触;
2.启动带刀轮电机,旋转的带刀轮C带动带刀F作高速回转运动;
3.启动变频电机I带动摩擦传动辊筒J旋转, 由于这时摩擦传动辊筒J与筒状海绵E已经接触, 摩擦传动辊筒J通过摩擦力带动筒状海绵E以同步速度旋转;
4.设辊筒升降减速机减速比为5:1,丝杆导程为5毫米,则伺服电机每转一圈辊筒升降1毫米;筒状海绵辊筒的转速由安装在辊筒轴端上的一个编码器B采集,分辨率为2500 P/R,以5V差分脉冲信号反馈到辊筒升降伺服驱动器,由驱动器对采集到的编码器信号进行4倍频,分辨率提高到10000inc/rev,Kinco 3相伺服电机标配的编码器分辨率为10000inc/rev。在电子齿轮比为1:1的情况下,海绵辊筒每转一圈,辊筒升降伺服转动一圈,即辊筒升降幅度为 1毫米。那么随着海绵辊筒的运转和同步下降,海绵辊筒上的海绵就像铅笔在铅笔刀中转动一样被切成一层层1毫米厚连续不断的薄带状。
5.如修改电子齿轮比,辊筒下降同步跟随幅度也将改变,即可切出不同厚度的海绵。如设为电子齿轮比6.5:1,则可切出厚度为6.5毫米海绵。
三.系统配置:

如下图所示, S7-224XP的PORT0口、PORT1口分别与ED400-AA和eView MT506L,均采用RS485通讯方式:

可以看出,这是一个典型的通过通讯动态修改伺服电子齿轮比的主从跟随应用。下面是S7-224XP和ED400、eView MT500的接线说明:
ED400 X5 S7-200 S7-200 eView MT506L
[RS485接口] [Port0] [Port1] [PLC RS485]
7、8(RX-) ------------- 8(D-) 8(D-) ------------ 1(RX-)
2、3(RX+) ------------ 3(D+ ) 3(D+ ) ------------ 2(RX+)
5(GND) ------------- 5(GND) 5(GND) ------------ 5(GND)
四.通讯参数设置
1.ED400 驱动器默认的通讯设置为:波特率(默认值)= 9600bps;数据位 = 8;停止位 = 1;无奇偶校验。由于采用的是RS485通讯,波特率最大可以设置为38.4Kbps。具体的数据协议可以参考“Kinco伺服使用手册”(可以从 www.kinco.cn下载)的通讯篇,在此不做详细描述。
2.S7-224XP PORT0参数设置:使用自由口通讯协议,开机时初始化SMB30=09(自由口方式);S7-224XP 发送和接收Buffer长度最长设定为256Byte,设置VB1280~VB1290为发送缓冲区,设置VB1250~VB1259为接收缓冲区。
五.系统编程介绍
1.在触摸屏设定海绵厚度,经PLC运算后将结果经S7-224XP的Port0口通讯设置ED400内部地址250903,该地址为ED400电子齿轮比分子。
2.PLC每200ms读取一次驱动器内地址260002(报警代码)的当前值,如有报警则在触摸屏显示伺服电机报警原因;故障发生后通过触摸屏上设置的1个地址对驱动器进行故障复位。
3.手动模式时,按上升或下降按钮,经S7-224XP的Port0口向ED400设置211800 = 13H或14H,伺服电机以设定的速度上升或下降,手移开按钮时设置211800 = 15H,设速度模式下Target speed = 0,电机停转。
4.自动模式时,设置211800 = 12H,驱动器设置为主从跟随模式,电子齿轮比分母设定为1000。这时伺服电机与外部编码器同步转动,自动跟随切割开始,同步速比由电子齿轮分子即海绵厚度值决定。
5.在“自动状态”按下屏上的“伺服脱开”按钮,调用21180008 = 11H,驱动器不再处于主从状态,海绵暂停切割。按下“伺服锁紧”按钮,调用21180008 = 12H,系统恢复为主从跟随模式。
6.按下“参数保存”按钮,经S7-224XP的Port0口通讯设置ED400地址10100110 = 65766173H,驱动器内所有可掉电保存的参数当前值被保存。
六.结束语
步进科技自主研发的3相伺服系统的推出,使该系列的3相电机矩频曲线较原有ED100和ED200配套的2相电机有了大幅提高,电机额定转速提高到 3000rpm或更高,而且扭据几乎没有损失,电机转速的提高、220VAC直接输入、智能控制和总线通讯,使得kinco伺服能够应用于更多的行业和设备。






