穆格公司(MOOG)是全球电液伺服元件及伺服系统设计及制造领域的领导者,由电液伺服阀的发明者 William C. Moog 于1951年创立。产品广泛应用于飞机、卫星、航天飞机、火箭以及各种工业自动化设备。在工业领域,注塑设备及吹塑设备的伺服控制是我们的重要研究领域之一。
1. 液压伺服系统:
采用DVP (digital velocity & pressure)卡和MOOG D660系列伺服阀可以实现精确、重复性高的注塑射胶过程。DVP 卡有以下功能:
◆闭环射胶速度控制(带压力限制保护);
◆由速度模式可切换到压力模式;
◆保压闭环控制;
◆射胶过程中的背压闭环控制;
此控制算法内置,并提供GOUI 软件,闭环的控制参数(P、I增益等)可从个人电脑中下载到 DVP 卡ROM 中并存储,也可以直接从DVP 卡中上载数据。
D660系列伺服阀先导级采用了伺服射流管,降低了能耗,提高了阀的坚固性。由于伺服射流管先导级具有很高的无阻尼自然频率(500HZ),因此此种阀的动态响应较高,并被广泛应用于塑料机械、压铸机、重工业等,并在实践中体现出卓越的性能。

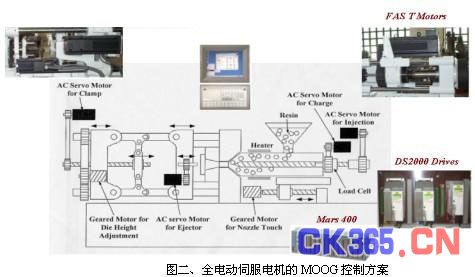
2. 全电动伺服系统:
众所周知,全电动注塑机是一个新的市场趋势。同液压机相比,具有以下优点:
◆重复性高;
◆运行费用低,节约能源可达50%;
◆维修较少,维护容易;
◆噪音低,且没有液压污染,适用于制药等特殊行业;
MOOG 是最早进入全电动注塑行业的专业控制厂商之一,向合作伙伴提供DBS、DBM、DS2000 系列驱动器FASTACT 系列电机。DS2000 驱动器和 FAS T 交流伺服电机具有以下一些特点:
◆驱动器可接受三相,50HZ,65到506V间的任意电压;
◆可设定控制交流伺服电机或异步电机;
◆电流环可根据伺服电机特点配置,并按DC BUS 变化自动调节,同时提供B.E.M.F 补偿以及相位自校正功能;
◆速度环内集成了三种数字滤波器,动态性能良好,等等;
吹塑控制领域:
对于中空制品来说,控制型胚壁厚对于产品质量提高和降低成本非常重要。制品在吹气成型过程中若没有得到有效控制,冷却后会出现厚薄不均的状况,厚薄不均的胚壁生的应力也不同,薄的位置容易出现破裂。采用壁厚控制系统后,可使芯轴缝隙随着型胚位置变化而变化,产生厚薄均匀的制品。耐冲击力试验表明,壁厚均匀的制品不仅强度有很大提高,同时也节省了原料,缩短了成品冷却时间,降低了次品率。
在吹塑控制领域,MOOG可提供独立的壁厚控制系统或整机控制方案。两种方案可根据用户的实际情况选用。
1. 独立的壁厚控制系统(Parison control):
目前MOOG 提供30点、100点的壁厚控制器 DIGIPACK ,可用于控制储料缸式和连续式吹塑机型坯壁厚。
储料缸式机器常用于制造较大容器。DIGIPACK根据储料缸电子尺反馈控制口模开度,LCD纵坐标显示储料缸位置,横坐标显示口模开度。连续式机器通常有多个模头,DIGIPACK根据工作循环时间控制口模开度,此时LCD纵坐标显示循环时间,通常是以切刀动作作为一个完整循环的开始。
由于DIGIPACK 的输出为±100MA,所以可以直接驱动MOOG G631系列伺服阀(机械反馈式),不需要放大器来驱动。DIGIPACK+ G631 3005也是目前国内外客户常用的一种配置,系统具有极高的稳定性和准确性。

2. 整机控制方案(TMC):
除了独立的壁厚控制系统之外,MOOG还提供TMC(Total Machine Control)方案。

M400 系列控制器 实质是一种可用于多个行业的高性能PLC,硬件采用模块化结构。硬件上除了常用的数字量、模拟量输入输出、温度模块等,还有可专用于吹塑机壁厚控制的专家模块 M480 (此模块也可用做开合模等的闭环控制)。
M400 采用实时分时多任务操作系统,可定义每个任务的优先级和循环时间,整个系统的实时性可得到优化。
LOGOS (M400)的编程软件为塑料机械控制提供了大量的功能块函数。
对于温度控制,用户不必编写代码,只需设定一些必要参数(如设定温度、采样时间、报警温度)即可,系统可根据参数进行自诊定,得到合适的PID 等参数。
对于壁厚控制,系统提供了128点的壁厚编辑页面,可增加、删除点,并可选择两点之间的插补方式(直线、圆弧或高次曲线)。另可根据机器设定连续式或储料缸式。
对于位置、速度、压力的闭环控制,系统可让用户进行十段曲线设定,以优化系统的性能。
编程系统遵循IEC1131-3标准,允许采用梯形图、指令表、顺序功能图以及高级语言。且不同的任务可根据要求采用不同的编程语言。







