一、系统特点与要求
打叶复烤线是用来对烟叶进行加工,使其满足存储与制丝的工艺要求,是为卷烟企业提供优质烟叶原料的关键工序。生产线分为预处理段、打叶段、复烤段、除尘段。各段共同组成烟叶生产流水线。整条生产线设各繁多,分散,分布时变参数多信息交互量大是复杂的生产过程系统。因此需要构建SCADA系统以实现对烟叶生产线数据的检测与控制。系统应该达到的总体要求是:
1)为满足系统的实时多任务监控需求,系统要有高可靠性,数据交换要决速,抗干扰能力强,要采用分层控制方式关键部分采用冗余技术。
2)具有良好的图形界面,能够动态,直观地反映整条生产线的工艺流程,设各状态便捷的操控界面,完善的报警功能,以及完善的趋势分析等。
3)生产线分为多个工序段,为了生产协调需要能够实现多用户,多点分布监控,有利于现场各工序点及时、快速对生产状态作出反应。
4)要能实现生产管埋功能,监控数据库和管理数据库之间的数据交换。并可通过ODBC.SQL等技术与管理层数据库进行数据交互。
二、系统设计
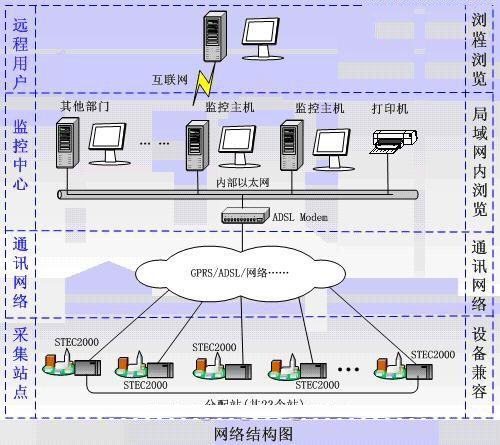
SCADA 监控系统总体结构采用PC+Ethernet+PLC+IN-TERBUS模式构建,系统分为:设备层、控制层、监控管理三层网络,监控管理层根据工业 Ethernet协议构建,PC通过交换机组成局域网,实现客户/服务器分布式监控、管埋控制层采用INTERBUS现场总线(FCS)连接PLC、分布式I/O.FCS仪表构成控制网:设各层包括各种传感器和执行器2.1PLC+INTERBUS现场总线
控制器采用德国Phoenix公司PC-BASE主控器RFC430,它集成了工业Ethernet网接口,RS-232和INTERBUS现场总线接口,通过INTERBUS总线与远程分布式站点件进行数字化信息交换同时通过Ethernet网与上位监控系统连接,实现了工业Ethernet和FCS耦合。RFC430控制器1k字指令执行时间为0.1ms,保证控制的实时性。控制程序采用Flash卡存储,防止数据的丢失。采用符合IEC1131-3标准的PCWORX控制软件开发了功能块图(FBD)程序,实现了各段工艺流程控制.
INTERBUSFCS,采用集总帧传输协议,有效数据传输率高达52%,扫描 4096I/O点的时间仅为7.8ms(500Kbps)。而且INTERBUS采用了光纤传输,降低了电磁干扰造成的故障:同时INTERBUS具各强大的故障诊断功能因此满足了系统下位控制实时性、可靠性的要求
由于采用了FCS技术,减少了现场布线,降低了安装成本,系统扩展性好。5 套RFC430控制器(用于相应的工艺段控制)设置于主控柜内;根据现场设各分布需要,就近安装控制子站用于现场设各信号的采集、控制。子站采用终端 IBSST24BK-LK模块(相当于远程和本地网的交换枢纽,完成数据转换),连接到INTERBUS总线,同时在本地子站挂接各种I/O模块,其处理的信号类型包括4-20mA,110V,热电偶、热电阻等标准信号.
由于INTERBUS总线开放性,大量选用了符合INTERBUS标准的Lenze变频器,ABB的软启动器、红外水分仪,E+H的电磁流量计等,它们通过INTERBUS光纤接口模块直接挂接到INTERBUS总线上,实现了仪表设备所有参数数据的全数字式采集和设置,充分发挥了智能仪表的分散控制功能;大大减少了信号远距离传输造成的衰减和干扰口适应了复烤线控制器件多,位置分散、易受干扰的特点。由于下位控制系统的先进性为上位监控提供了可靠、高效的数据支持。
2.PC+Ethernet网
根据生产的需要在每个关键工序段设置监控站对本段设备进行的现场监控;同时在中控室对整条生产线进行集中监控。实现了多用户、集中/分布式监控。在中控室,配置两台高性能监控数据库服务器,通过NCRLifeKeeper双机容错软件包和磁盘阵列实现双机热备容错,以防止数据受到意外事故,造成数据丢失口其型号为IBMNetfinity5600选用两台监控计算机分别用来对生产线的前/后段进行集中监控。主机采用IBM电脑,SONY21寸高清晰显示器。同时在工序段现场设置7台ICP工控机。并增加管理、编程计算机对控制系统进行编程、故障诊断、设备管理。通过UPS对服务器、监控计算机、主控器、报表打印机HP8550DN进行单独供电,防止掉电造成生产停机。
在中控室放置一台ForeSystemESX3000交换机,负责连接5套 InterbusFCS系统、监控机、服务器、管理、编程计算机。并采用4台CISCOCATALYST2950交换机,负责连接各工序段的现场监控站、新增铺把、精选、环境除尘、润叶PLC.形成一个完整的监控网络由于采用了工业Ethernet交换网技术,降低了网络负荷,减少对网络资源争夺造成的冲突,通信的“确定性”和实时性得到保证。
根据监控系统的各种参数指标和控制要求,服务器数据库采用MSSOLServer2000.它担任整个网络系统的据服务工作,构建客户/服务器结构。监控软件采用澳大利亚悉雅特公司Citect工业组态软件进行开发,运行于Windows2000平台。Citect组态软件由Configuration Environment(组态环境)和Runtime System(运行环境)两部分组成。
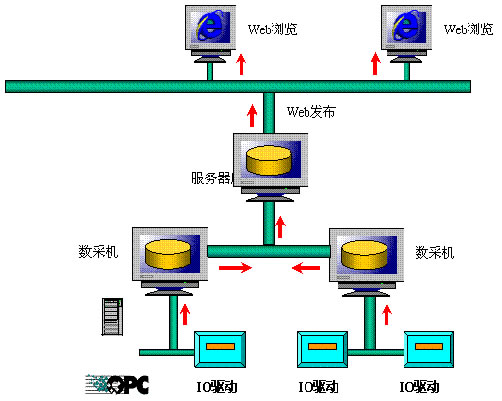
3.通信方式
Citect 和RF430主控器采用了OPC方式进行通信,在数据库服务器运行Phoenix Contact公司的Interbus OPCServ-er:通过它来访问控制器RF430上需要监控的数据,所有Citect监控程序作为其客户端.client利用DCOM技术,通过局域网对运行于Windows/2000平台的OPCSERVER进行数据访问,实现服务器和客户端数据的透明访问。OPCServer为基于Windows 的应用程序Citect和PLC控制程序建立了桥梁,实现了数据的开放和互操作。
OPC使Citect监控与RF430控制程序的数据通讯非常方便、可靠。OPCServer根据配置变量表,循环访问的PLC.并缓存所获得的变量;同时客户端Citect与缓存进行数据交换,即可实现数据的实时交互。OPC通信方式数据刷新率很高,响应能力强。(如监控变量分为tPD/DA和CSV两种。其循环更新时间对tPD/DA为1000Byte小于50ms,对csv变量1000Byte小于500ms.)保证了数据的更新速度,满足了监控和下位控制系统实时通信要求。
对于新增 PLC由于监控点数较少,采用以太网直接通信方式,在西门子S7-300端增加CP343-1Ethernet模块GE控制器端采用CCM通信模块,通过交换机实现和Citect监控系统的数据通信。原监控系统实际点数为2700多点,选用了3000点档的授权。为节约成本并未升级组态软件点数。采用软 “压缩”和软“解压缩”也同样解决由于新增PLC控制系统而造成点数不够的问题口办法是:先通过下位机PLC功能将点数压缩,将个独立的控制点组合为16 个一组,及一个字,通过字进行通信,相当于16:1的压缩比,然后在上位机Citect中将这些字信息解压缩,及将这些字分解为有实际意义的位信息。如 VarWord是由PLC传送到上位机的一个包含16位信息的整形变量。因为数值量只有0,1两种状态,所以要判断16位中的第n为采用下式:VarBit-n=VarWordBLAND(2n),BitAND是与运算指令,布尔型值,根据上式结果,即可执行相应的操作。节约了经费开支实现了同样的控制。
三、监控程序设计
利用Citect为监控系统组态,使监控界面友好,易于操作,图形形象丰富能以动画的形式实时显示现场设备的运行状态并开发了完善的管理功能,方便了操作人员监控,减轻了其劳动强度。中控站完成生产线所有画面的显示与上位操作各现场工控机站分别完成每个工序段的监控。共开发了有70多幅监控画面。
(1)各段工艺流程图
包括打叶段的打叶、风分机组、烟叶输送设备烤片机各区设备预处理烟叶解把、切尖、润叶、加料设备的流程总貌图。各工艺段又划分为:设备动态显示图水分、温度、加料、转速控制调节图变量趋势画面分析图等。
1)由于整条生产线使用了近400多台各型电机并且电机又分为:变频、软启动器、接触器三种控制方式。如何快速、简洁她反映各种电机的状态,是系统开发的关键。对此我们采用了Citect的GENIES,SUPERGENIES(精灵、超级精灵)来实现。首先用超级精灵构建一个电机类,为该类添加各种属性和方法:根据电机实际信号,通过颜色、文字来反映其的状态,如故障、运行、停止等属性手动启/停等方法。然后建立精灵,它在画面中代表电机的简略图,根据不同的颜色表示电机的启/停、故障、隔离开关的闭/合。然后在精灵中编写脚本,调用超级精灵(点击精灵后弹出超级精灵,详细反映电机状态)。 AssPopUp(“!mo-Tor_Vf","空气开关%”,“%隔离开关%”,“%运行指示%”,“%变频器状态%”,“%电机名称%”“%电机号%”“%额定功率%”,“%额定电流%”);!motor_vf是被调用的超级精灵其后是电机的结构变量(相当于型参),对不同的电机实例赋予不同的实参,即可完成电机的类调用实现了类模块化开发,大大提高了效率对于20多个“软控制器”采用了同样的方祛来开发包括控制器的状态(MAN/AUTO),内/外控的切换、调节参数、SP.PV.OP值及实时调节曲线的显示,并对SP/PV进行分析,以便及时进行控制参数调节以满足控制工艺要求。
2)利用趋势图可以直观地分析设定量与被控量的关系,评估控制效果,并进行相应的调整应用Citect提供的大量内部函数,可实现了对趋势图灵活控制,如 TrendSelectPen选择要显示的趋势(TREND)变量;为用别的软件分析当前的趋势数据,编写函数ExportFileButton把当前趋势数据导出为CSV或dBASEⅢ格式文件,以便分析〔如SPC控制)、显示和存储TrnPrint实现趋势图的打印.
(2)组合操作
包括远程、本地控制,单机、闭锁、自动选择,组合启动/停止、烟叶进出储柜选择等功能。操作员通过监控计算机,选择控制方式,发出指令到主控器,完成相应的操作如在监控画面上按下“打叶段启动按钮”则调用Start-Dy()函数,发出生产线启动脉冲.IFMessage("确认","起动打叶段吗?",33)=0THENDy_autostart=1;//启动变量SIeepMS(500);//延时Dy_autostart=0;//复位
(3)报警功能
报警包括开关量报警如:变频器故障、空开跳闸、安全限位开关报警模拟量报警如:水分过高/过低,蒸汽压力报警系统报警如通信I/OServe