某水泥公司建设了一条5000t/d生产线,其DCS系统采用了SIEMENS公司专门为水泥行业开发的CEMAT系统。笔者有幸参与了整个自动化控制系统的安装调试和编程组态,总结一点心得如下。
1 基于SIMATIC PCS7的CEMAT系统
1.1 SIMATICPCS7简介
SIEMENS公司近年新推出的SIMATIC PCS7系列产品已在水泥和钢铁工业等得到了广泛的应用,而基于SIMATIC PCS7系列的西门子全集成自动化系统(TIA)则是集成功经验与最新技术于一体的、全新概念的、面向工业过程控制的自动化系统。
SIMATIC PCS7系统采用具有标准化、开放性、功能强大的关系型、分布式数据库作为平台,作为数据采集、数据处理、数据分析和生产过程控制管理系统的数据库支撑系统。关系型、分布式数据库平台不同于一般的数据库支撑系统,它能保证系统数据的完整性、一致性和系统各个部分数据的同步性,具备多种形式的数据查询、数据关联和数据索引方式。所以在对系统组态时,所有的数据和设置都自动地连入一个统一的数据库中。
1.2 CEMAT系统
CEMAT是英语CEMent AuTomation的缩写,是在SIMATIC PCS 7基础上设计的,CEMAT系统在启动之前可获得整个系统详细的状态报告,不会出现任何不合理的驱动系统或组的启动,该系统采用似然性逻辑,不会发生不合理的路由选择。操作员可输入每个单独事件的注意事项,并由其他操作员读取。
CEMAT系统采用集成的全局数据库和统一的组态工具,即SIMATIC程序管理器。在项目管理上,SIMATIC程序管理器从系统硬件和水泥生产工艺两个视角,同时进行管理。这两个视角在程序管理器中分别称为标准分级(Standard Hierarchy)和工艺分级(Plant Hierarchy)。其中标准分级主要管理系统的硬件,而工艺分级主要管理水泥工艺过程,它将整个水泥厂按工艺过程的要求,分为各个子系统,按水泥厂的实际结构采用分层的形式将各个子系统映射到控制器上。与传统DCS系统的模块相比,CEMAT系统的组态直接面向水泥工艺过程,且模块的I/O参数数量较少,工程与组态非常容易,可以显著减少编程错误,同时可以大大避免系统中资源的浪费。
CEMAT系统有一个专门针对水泥行业开发的特征模块数据库,通过它能知道怎样去运作一个水泥厂,怎样通过诊断将故障停机时间降到最低,以及怎样将电动机、节气阀、传送带和工厂的测量结果互相结合起来。CEMAT系统还集成了CEMAT-KCS回转窑优化控制系统和CEMAT-MCS磨机优化控制系统。
2 SⅡMATⅡCCEMAT系统配置
SIMATICCEMAT系统配置如图l所示。整个系统分为中控室操作管理层、现场控制室控制层以及本地和远程I/O设备现场层3个层次。
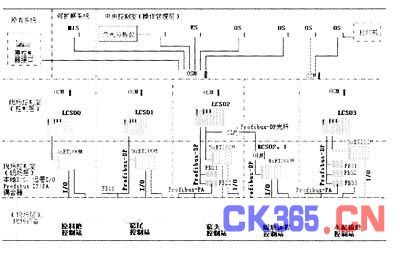
图1 SIMATICCEMAT系统配置
1)操作管理层:由4台操作员站(OS)、1台工程师站(ES)、打印机、UPS及质量控制系统等组成。操作管理层与控制层之间通过工业以太网Industrial Ethernet实现现场站(AS)、操作员站、工程师站等之间的通信。
2)现场控制层:由4台现场站(1台AS414-3和3台AS416-3)组成。控制层与现场层之间通过现场总线ProfibusDP和ProfibusPA进行通信。
3)现场层:由①本地I/O站ET 200M、②远程I/O站ET 200M、③DP/PA链接器、④现场中低压智能保护器、⑤交直流传动设备、⑥调速秤变频装置、⑦电动执行机构、⑧现场智能仪表包括总线式压力/差压变送器、⑨总线式温度变送器组成。通过ProfibusDP与现场站进行通信;⑧和⑨通过ProfibusPA与现场站通信。
3 CEMAT—KCS回转窑优化控制系统
该系统的工程师站、操作员站及现场站的功能特点,与常用的DCS系统相比,大同小异,不再赘述。
对回转窑采用自动化技术面临着几个重要的问题:回转窑控制的目的是控制回转窑内物料烧成的温度,而窑内温度无法进行直接测量,这就给控制系统的设计带来很大的难度。由于回转窑是一个复杂的工业对象,具有非线性、纯滞后、不确定性的特点,系统工况复杂多变,难以建立准确的数学模型,采用传统的控制方法难以获得理想的控制效果,而该控制系统对窑具有良好的控制功能。
该控制系统是通过火焰温度、窑主电动机电流和篦床主电动机电流,对回转窑内物料的煅烧进行控制。其原理框图见图2。
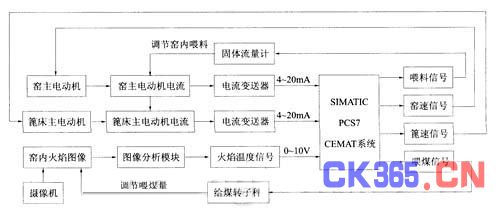
图2 CEMAT-KCS回转窑优化控制系统的控制原理
该控制系统有3个输入变量:窑主电动机电流、篦床主电动机电流和窑内火焰温度;有4个输出调节变量:窑尾喂料信号、窑速信号、篦床篦板运行速度及窑头尾喂煤信号。整个系统有3个大的反馈闭环和2个反馈内环组成,通过系统中的智能模块和运行程序,对整个窑系统进行最优化调节控制。
CEMAT系统首先利用摄像机摄取窑内火焰温度的图像,通过图像处理判断火焰的温度,并以这个温度为控制对象进行控制。另外,由于窑的主电动机电流和篦床主电动机电流在一定的情况下,能够比较准确的反映窑内物料烧结的温度情况,当温度偏高时,物料的流动性会变差,在物料进料不变的情况下,滞留在回转窑内的物料增多,电动机负荷加大,窑主电动机电流变大,而篦床主电动机电流变小;反之,温度偏低,物料流动加快,窑主电动机电流变小,篦床主电动机电流变大。故此,CEMAT系统又以这2项为控制对象进行控制口通过CEMAT-KCS回转窑优化控制系统对窑主电动机电流、篦床主电动机电流和窑内火焰温度的综合控制,解决了由于物料流速变化使窑主电动机电流和篦床主电动机电流对窑内温度的反应存在滞后性,和窑况不好时窑内粉尘很浓造成火焰分析温度误差较大等问题。整个回转窑系统运行稳定,熟料产量平均高达210t/h。
4 系统调试中的问题
1)处理好整个系统的接地问题。DCS系统的供电电源十分重要,而电源是DCS系统一个重要的干扰源。防止电源干扰主要是要做好接地线,接地电阻要小于2Ώ。系统在调试运行期间,曾出现了几次不明原因的误发信号,这与接地系统不好有很大关系。
2)系统要定期维护。由于系统使用的是服务器结构,服务器需要长期的读写硬盘,这样就造成硬盘中碎片、垃圾文件太多,硬盘空间变少,严重的造成硬盘出现坏磁道和坏扇区,久而久之,就会造成硬盘容量不够,服务器死机。为此,我们的系统维护人员要定期对服务器进行系统优化和碎片整理。
3)加强系统的防干扰措施。在设备调试过程中,我们曾遇到这样一个问题:拖动回转窑的直流电动机,在DCS没有发出驱动信号的情况下,几次出现自起现象,后经检查发现,原因是由于调试人员的对讲机在通话中靠现场站模块距离太近所致。后规定,现场人员使用对讲机、手机等通讯工具必须距DCS设备lm以上。
5 结束语
CEMAT系统能简单、方便地完成整个水泥厂的控制、管理,是用于水泥企业理想的DCS系统。该系统规模变换灵活,可以实现从一个单元的过程控制,到全厂范围的自动化集成。该系统于2003年6月投入运行以来,稳定可靠,在线修改和调试方便,给操作人员和维护人员带来了很大方便,在高产、稳产、降低能耗和安全环保等方面发挥厂很大作用,达到了设计预期效果,创造了最佳的经济效益和社会效益。