欧姆龙株式会社正以“简单且高品质的温度控制”为目标进行产品、技术开发。1)本公司开发的技术中有一种“倾斜温度控制TM” 2)技术,这本来是为保持半导体制造装置的热板温度稳定分布而开发的技术,为使该技术在更广泛的用途中加以应用,我们将其搭载到了通用机型“ EJ1”3) 中。(搭载倾斜温度控制的是EJ1G型)
此次,我们就该技术在注塑成型模具温度管理中的应用进行了探讨,获得了良好的结果,因此特在本文中加以介绍。
1 注塑成型中温度的作用和重要性
注塑成型中温度是“溶解树脂”和“硬化树脂”这两个基本工艺流程中的管理指标。“溶解”部分主要由螺杆承担,“硬化”部分主要由模具承担。
成型镜片等光学零件时,成型零件的残余应力将直接影响该产品的光学特性。这取决于模具内的树脂硬化过程、即模具和树脂之间热交换过程的精密性,从温度控制的角度而言,可分解为树脂温度和模具温度的稳定性。
生产安装于数码相机、手机等上面的小型镜片时,模具采取一模多腔的结构对降低成本很有利,但这时保持各型腔的温度均一就成了值得研究的课题。
1 讨论的课题
注塑成型有各种各样的系统,这里以“以低成本实现高品质”为目标进行系统选择。
1-1条件
(1)模具为纵置型
成型机分为立式和卧式,由于可实现小型化等原因,卧式成型机的普及较为广泛。这里,我们采取将模具纵向 (型腔面与地面垂直)安装的方式。
(2)型腔为一模多腔型
注塑成型产品的成本多由机器的运转率和模具制作费决定,如果成型一次可从模具内生产出多个成型产品,则可降低成本。
(3)热源为外置板式加热器
模具温度的热源大致可分为:①以水•油为媒介的方法、②使用电热器加热的方法。从易操作性的观点来看电热式较为方便。电热器分为插入式棒状加热器和外置板式加热器,这次我们选择了操作方便的板式加热器。
1-2课题

纵置型模具的课题是型腔的上下方向会出现温度差。
通常,一模多腔时,为确保流道均一,在以模具中心为基准的同一圆周上配置型腔最为理想。但是,这种配置会造成模具温度上升时,模具上下部分的温度不均衡。照片1是在对模具四面(上下左右)进行均匀加热时通过热视仪拍摄的图像。从照片可知,热量蓄积在上部,上下方的温度分布呈不均衡状态。
2倾斜温度控制的应用
产生温度不均的原因是由于对上下进行了均等加热,因此我们尝试将加热器分为多个,进行多点控制(多ch 控制),通过使用为多点控制而开发的倾斜温度控制进行改善。
2-1加热器的分割
如图1所示,将1ch分割为8ch 。1ch时使用通常的PID 控制, 8ch时则使用倾斜温度控制。实际进行测试时,如图2所示,安装12片加热器,通过改变配线来进行1ch和8ch的转换 。另外,1ch系统的控制温度为模具中心的表面温度。8ch系统则使用图1中 A~H位置的温度。
3 测试结果
4-1升温波形
图3、4分别为从室温升温至150 ℃时1ch系统和8ch系统的升温波形。从图中可知,图3中的1ch系统时,控制点升温完成后各点的温度高低不一。而图4中的8ch 系统时,包含升温途中在内,A~H 各点的温度处于整齐划一的状态,基本上为一条线。
4-2整定时的温度分布
为了更加方便地把握与模具表面位置之间的关系,我们绘制出了如图5所示的雷达图表。这张图向我们呈现出了升温完成后70分钟时的温度状况。从图中可知,在 1ch系统中温度明显向上侧(A, B, H)升高,分布向上方偏移。最大有近10℃的温度差,由此可知在精密注塑成型时这对注塑成型产品的品质影响不小。与此相对,在8ch系统中,150℃的控制温度未出现1℃偏差,温度非常均一。

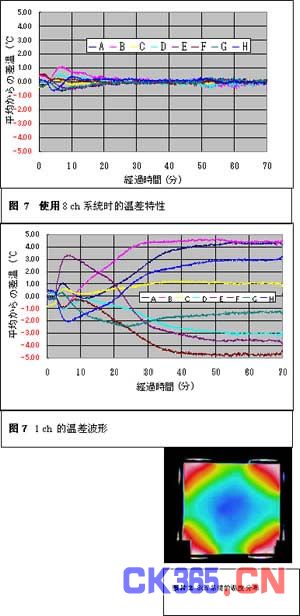
4-3启动时温差特性的比较
倾斜温度控制的最大特点是,在多ch温度输入系统中可确保包含过渡响应在内的温度均一性。为了说明该特点,请看图6,7的温差趋势图表。此处所指的温差是指各ch(A~H)的平均温度和各ch的温度差,ch间的均一性即代表模具内部温度的均一性。图6是使用8ch系统,即使用倾斜温度控制时的结果,除去启动时仅±1℃左右的温差,其余温差均控制在±0.5℃以内。
在本次实验中,将K型热电偶作为传感器用铝制耐热胶带粘贴在表面,从波形上可观测到的细小振动可能是该测量方法本身的误差。8ch系统时,基本上实现了达到检测极限的均一化。
图7是1ch系统的温差波形。各ch的温度在上下交叉后稳定于各自的平衡温差。70分钟时出现了最大不到10℃的温度差。与倾斜温度控制之间的性能差将近一个数量级。中途各波形交叉的部分推测可能是各ch间的干涉及随着温度上升而发生的向上下方向的温度偏移。
4-4通过热视仪进行确认。
照片2为8ch系统即通过倾斜温度控制进行整定时的温度分布。从照片可知,类似照片1中的上下方向的偏差消失了,温度分布非常均一。
4结论
本文着力分析了精密注塑成型中极其重要的模具温度分布特性的改善课题。从成本等角度而言,在应用比较广泛的模具系统中使用本公司的模具温度控制,可将原系统中10℃左右的温差控制在1℃以内。
5今后的计划。
在本文中笔者只对模具单体的温度均一性问题进行了探讨。不过,倾斜温度控制原本是对“过渡响应”特别有效的技术,因此今后我们将对安装在成型机上时的外部干扰和射出时的响应性进行验证,进一步提高此项技术的实用性。
另外,从实用性的角度来看,以下项目也非常重要,我们将一并进行探讨。
5-1模具安装时温度传感器、加热器的安装工时问题
本次提案的8ch系统与1ch系统相比,加热器、传感器的个数将会增加,因此安装等的工时问题便成为工厂生产中的课题。今后我们将对该课题同时进行探讨。
5-2与油、水循环式之间的差异
注塑成型的模具温度管理方式中,油、水循环式也有着广泛的应用。与加热器式结构相比,模具的加工方法不同。本文介绍了在加热器式中的应用,今后将继续探讨将其应用于循环式的方法。
5-3倾斜温度控制的简易调整
倾斜温度控制具有很高的精密性,因此它也比一般的 PID 控制需要进行更多的调整参数。如何更加简易地确定、调整这些参数,也是该技术能够广泛应用的要素之一。