一、邯郸印染五台同步调速器改造过程
邯郸印染有限公司是一家国有大型企业,对外加工承揽各种印染业务,由于邯郸的纺织业比较发达,所以年加工量相当可观。随着交流变频调速的普及,一些老式的设备逐步改造为变频调速,以前该公司采用的大多为进口和其他品牌变频器。原变频改造系统中经常出现频率变化转速不稳定,导致产品质量下降。
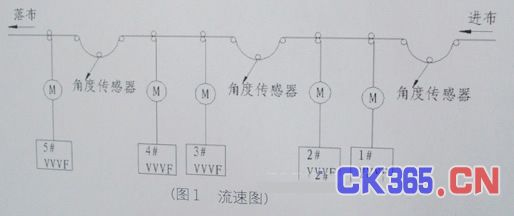
二、改造的目的与要求
在降低变频器成本的基础上实现五台电机同步调速,1号、3号、5号电机要求能自动随张的变化大小,达到布的松紧始终一致。2号电机要求能够实现瞬间调速功能,即用手按下快进或慢进按钮,频率会立即加快或减慢几Hz,松开按钮能回到原来的频率继续运转,4号电机通过外部电位器可以微调。(见图1)
三、具体改造过程
考虑到工艺要求,采用了F1000-G0037T3变频调速器和惠丰自主开发的八路同步控制器,采用同步控制器可发使外部模拟信号通过控制器内部的隔离放大器进入同步器内部处理器,利用软件控制及外部硬件电路的配合,使输出到每台变频器的信号相互隔离,但又保持同步,可以使五台变频器控制信号不共地实现调速同步。
现场采用的张力控制为一角度传感器,实质就是一个电位器当面布的张力发生变化引起角度改变,输出电阻值也随落布之变化,经测试电阻值为5.6K。功率 1w,以角度传感器替代同步控制器上相应的电位器即去掉同步控制器上1号、3号、5号变频对立的电位器,从角度传感器引三根线至相应的电位器接线处。4号电机调速仍采用同步控制器,原来的电位器只需将同步器输出端引至变频器V2、V3即可。2号变频器因需加快进、快慢功能,接线稍麻烦,利用在电位器两端串电阻的方法实现瞬间调速,具体接线见图2。

四、改造中需要考虑的地方
4.1角度传感器要根据布的松紧,分辨出对应的V1、V3,保证正确的接线,且角度传感器的抽头位置需根据现场工作转速调整。
4.2 2号控制线改造图中R1、R2阻值,需要根据现场工艺的要求(即原电位器阻值大小和频率变化幅度)来选择大小,本次现场采用的是100欧/1w的电阻。
4.3考虑到现场控制线较长及同步工作的稳定性所用的控制线一律采用屏蔽线。
4.4控制方式采用模拟量调速,启停由同步控制器键盘上的“运行”、“停止”来操作。
至此改造结束,根据用户返回来的消息称,效果非常理想,运行很平稳,可靠性非常高。






