1.涤纶短丝牵引喂入联合机的工作原理及原设计的缺陷
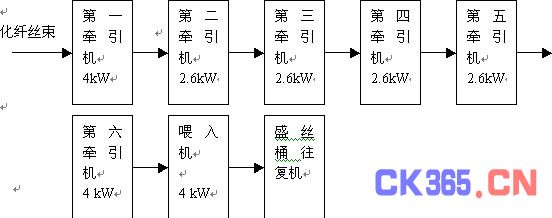
涤纶短丝牵引喂入联合机示意图如图1所示,它是一种完成涤纶化学纤维预牵伸后再喂入盛丝桶的多单元传动化纤联合机械,传动电机全部采用永磁式同步电机,提高了控制精度,各单元机之间的运行速度保持一定的比率关系,从而完成化学纤维的预牵伸成型。喂入机电机处于电动状态,而牵引机电机则可能处于逆变状态,即控制牵引机传动电机使其完成四象限运行。
原设计是控制六台牵引电机由一台变频器控制,喂入机由一台变频器控制,工艺参数调整困难,难以完成四象限运行。
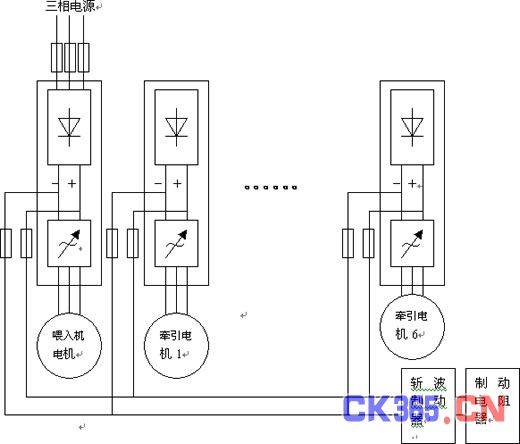
2.系统组成
控制系统组成如图2所示,系统由一台艾默生功率为45kW、六台功率为5.5kW的EV2000变频器及一台斩波制动器、制动电阻器、一些快速熔断器组成。45kW变频器的直流输出提供给5.5kW的EV2000变频器作为电源,由于直流母线的作用,可使能量在传动直流母线间流通,实现能量的回馈互补。
3.3联合机速度控制
联合机速度控制以喂入机的速度为基准,通过设定相邻单元机之间的倍率关系,由PLC通过运算后由PROFIBUS总线将速度信号送给相应单元机变频器;运行速度、倍率参数的设定、显示等均在西门子TP170A触摸屏上实现,大大方便了操作人员修改参数和监示运行情况。
3.4 变频器主要参数设置
功能码 参数设定 备注
F0.00 0:数字给定1 频率命令选择
F0.03 1: 端子控制 运行命令选择
F0.05 65Hz 最高输出频率
F0.06 65Hz 基本运行频率
F0.07 380V 最大输出电压
F0.08 0:G型 恒转矩负载
F0.09 5% 手动转矩提升
F0.10 25S 加速时间
F0.11 25S 减速时间
F0.21 20% 手动转矩提升截止点
4.直流母线的优点
当一台单元机处于电动,而另一台处于逆变状态时,由于直流母线的作用,可使能量在传动直流母线间流通,实现能量的回馈互补,优化了系统的动态特性;由于使用公用直流母线可采用单一制动器对多个传动进行制动,比单个传动单独使用制动单元更经济且维修方便。公用直流母线的中间直流电压恒定,电容储存并联容量大,可以提高系统功率因数,降低电网谐波电流,提高系统用电效率。






