一. 塑料行业在国内的发展形势
现在人们已公认一个国家或地区塑料的人均年消耗量及塑料工业在国民经济中所占的地位是反映工业发展与进步的重要标志之一。中国塑料资源丰富,21世纪初主要合成树脂年产量达1.4万吨,排世界第4位。并且中国合成树脂的产量还在以5%~10%的速度增长。中国又是塑料消费大国,据统计,其年消耗量占世界第二,仅次于美国,而中国的人均消费仅为19kg,在世界排名第32位,是工业发达国家的11%~20%,可见中国的塑料工业还要大发展,塑料机械前景广阔。根据塑料制品的市场分析,目前中国塑料机械行业产值每年约100亿元,而国内市场需求约200亿元,还有很大空间,注塑机的需求也逐步由南方向北方扩散,同时也带将带动塑料工业关联产业的发展。
二. 变频改造在注塑行业发展趋势
对于塑料制品行业来说,电耗是其生产成本的主要部分,而注塑机是塑料制品厂的主要能耗设备之一;随着电力电子与变频控制技术的发展,对油泵驱动马达进行变频控制以将普通的定量泵改为变量泵的方式已在注塑行业中得到广泛的应用。采用变频节能控制器对注塑机的节能改造也已成为注塑行业降低注塑机的能耗成本、提高产品竞争力的最有效的途径。因此推广交流变频调速装置在注塑机上的应用,对于减少能源浪费具有重要意义。
三. 注塑机的工艺分析
3.1 注塑机基本概况及成型工艺过程
普通注塑机通常采用液压传动,其结构包含注射装置、开合模装置、液压传动装置和电气控制装置,后者的作用是保证注塑机预定工序的要求(压力、速度、温度、时间、位置)和动作程序准确有效地工作。
在传统的注塑机中液压传动装置主要由油泵、液压控制阀、压力电磁比例阀、流量电磁比例阀、各种不同的动作油缸、油泵电机及其它液压附件和管道组成,液压传动系统中的动力由电机带动油泵提供。其中,油泵绝大部分是定量油泵,电动机通常提供额定功率和转速,油泵将电动机所输入的机械能转变为压力能,然后向液压系统的液压元件输送具有一定压力和流量的液压油,满足液压执行机构驱动负载所需能量的要求
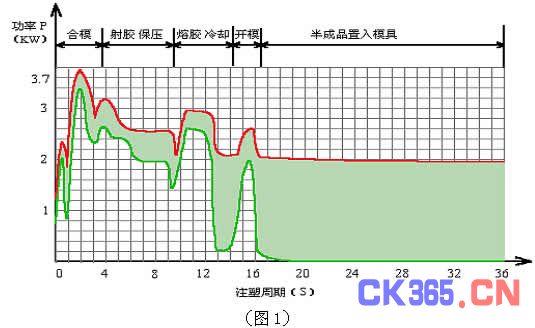
注塑机成型工艺是一个按照预定的周期性动作过程,即以合模---射嘴前进---射胶---保压---溶胶、冷却---开模---取出制品---将被注塑件放入模具中—合模等加工工序达到某件产品成型。
3.2 普通注塑工艺中的主要损耗
第一为溢流损耗。随产品及加工工序不同,各工序所需液压、流量、压力不同(见附图1)。对于油泵马达而言,注塑机在注塑过程的负载是处于变化状态。而泵的流量是按照所需的最大流量来设计的,其原注塑油泵马达以恒定的转速提供的液压流量,当注塑机所需的流量小于最大流量时,多余的液压将通过溢流阀回流,这一部分能量就损耗掉了。
第二为节流损耗。当液压油流经阀的节流口时会有一定的压降,这就是节流损耗。由于方向阀的节流面积比较大,所以大部分的节流损耗发生在比例阀上。同时由于液压长期全速循环流动与液压件机械剧烈磨擦,造成油温过高,噪音过大,机械寿命缩短等不良现象。
第三为设计余量损耗。通常在设计中,一般会考虑到共用性,设计时以最大容量为基础,因此用户油泵电机设计的容量比实际需要高出很多,存在“大马拉小车”的现象,造成电能的大量浪费。
四. 变频器的节能原理及控制系统(见附图二)
4.1 调速节能
根据注塑机的工艺要求,把总压阀、低压阀、一压阀、二压阀的开关信号经转换后加在变频器的输入端作为变频器的频率给定信号,变频器通过对其进行实时采样并通过CPU处理,使输出频率随比例阀的模拟信号成线形变化,在需要压力和流量较小的工艺过程中使电机转速降低,从而降低电机的输出功率,在冷却和半成品置入过程中可以让电机停转,使电机在整个负载范围内的能量损耗达到最小程度。
4.2 提高功率因数节能
无功功率不但增加线损和设备的发热,更主要的是因为功率因数的降低导致电网有功功率的降低。由公式S²=P²+Q²,Q=S*SINφ,P=S*COSφ,其中:S-视在功率。Q-无功功率,P-有功功率,COSφ-功率因数。可知,当COSφ越大,有功功率 P越大。普通定量泵注塑机COSφ值在0.6-0.8之间,而使用变频调速装置后,由于变频器内滤波电容的补偿作用,使得COSφ≈1,从而减小了无功损耗,增大了电网的有功功率。
4.3 软启动节能
由于原电机为直接启动或Y/△启动,启动电流等于(3-7)倍额定电流,这样会对机电设备和供电电网造成严重的冲击,而且还会增加电网容量要求,启动时产生的大电流和震动对设备的使用寿命极为不利。而使用变频节能装置后,利用变频器的软启动功能将使启动电流从零开始,最大值被限制在变频器设置的加速中电流限幅水平以内,一般不超过1.7倍额定电流,减轻了对电网的冲击和对电网容量的要求,延长了设备和模具的使用寿命。

五.注塑机专用变频器的特点
1、 高节电率,节电效果保证在30% ~ 70%。
2、 注塑机原有控制方式及油路不变,无须对注塑机原有结构和控制方式做变动, 只需在原油泵主电机接线处串入变频节能控制器,并对流量、压力比例控制线做适当接入切换并作简单调试即可完成。
3、 采用“市电/节能运行”转换控制方式,并保留注塑机油泵电机原有Y-△启动及运行线路不变,确保万一变频节能控制器发生故障检修或是注塑加工件周期过短时仍能切换到“市电”状态工作以保持正常生产。
4、 与注塑机同步运行,调试完成投用后无需任何调节;即使更换模具和改变加工参数,均无需对变频节能控制器进行调整。
5、 改造后注塑机液压油发热明显降低,一般比改造前平均油温降低15~20℃以上;液压油使用寿命可得到延长;注塑机冷却用水量可节省30%以上。
6、 对整个系统的保护功能,(1)、变频器自身的保护;(2)、对电机的保护;如:电流限制、过载、输出短路或输出接地等(3)、对因误操作引起的机械损伤进行保护;如:未到熔融温度强行溶胶引起火箭头、炮筒、螺杆或溶胶马达的损坏等。
7、 注塑机运行噪音明显降低,开、锁模振动减轻,延长设备和模具的使用寿命,改善工作环境;用电功率因数提高,油泵主电机平滑启动,启动时无大电流冲击并可减少配电设备容量。
8、 延长油路密封组件的使用寿命,减少停机维修几率,节省大量维护费用。
9、 注塑件加工周期越长,节能效果越好;
六. 改造案例
根据大量的现场测试,一般注塑机油泵电机在市电运行情况下因各工序所耗功率不同,实际所耗的总功率大概为电机额定功率的50-70%之间,而用变频改造后可在此基础上节省20%-60%,节电效益随单机使用时间增长而增长。
案例一 深圳某电子厂
注塑机为:台湾赞扬公司的CY-250系列,电机功率为3.7KW,
变频改造具体情况如下表:

从上表分析可知,工频运行时平均每小时用电量为2.58KWh,变频运行时平均每小时用电量为1.4KWh,当地电费是0.75元每度,按每天平均工作20小时,每月工作28天计算得:
节电率为=(2.58-1.4)/2.58 = 45.7%
工频运行是每年电费为:2.58╳20╳28╳12╳0.75=13003.2元
变频运行是每年电费为:1.4╳20╳28╳12╳0.75=7056元
每年节省电费5947.2元
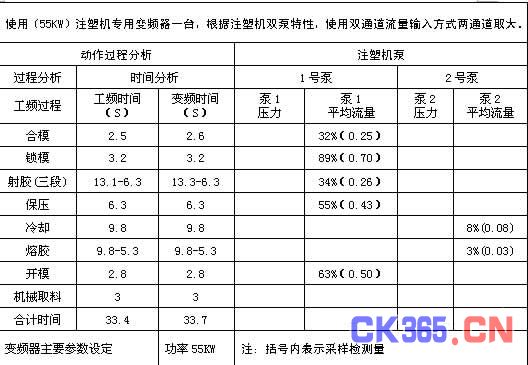
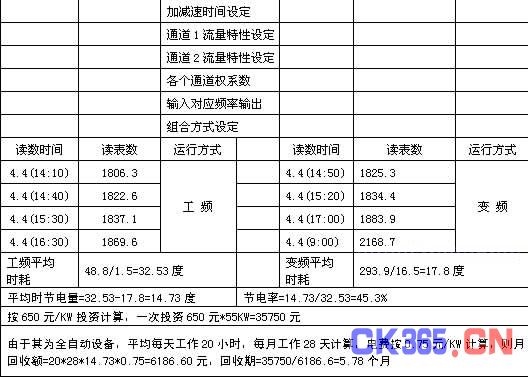
案例二 (广州某电池/塑料盒生产企业)
一台台湾产全自动设备注塑机,使用(55KW)的注塑机专用变频器进行节能改造,现场调试记录数据如下表:
七.结束语
根据长期以来对使用厂家的回访与观察,一致反映使用变频改造以后的注塑机不但为客户节省了电能,而且运行可靠平稳,保护功能强,同步控制准确,操作简单方便,充分满足了注塑成型工艺要求,稳定了产品质量和产量。同时降低压力油油温,延长密封元件的使用寿命,减少设备维护费用,为用户创造了良好的经济效益,赢得了用户的满意效果。






